
One of the most intimidating things for new users about 3Dprinting resin miniatures is adding supports. But actually it is pretty simple!
There has been a few requests on Facebook groups that artist should provide the models pre-supported, but I will try to explain why that is not a good idea and demystify the process….

When you are 3Dprinting in resin, the model is printed upside down. The build platform dips into a vat of UV light sensitive resin, and the layers are exposed from underneath.

SparkmakerFHD 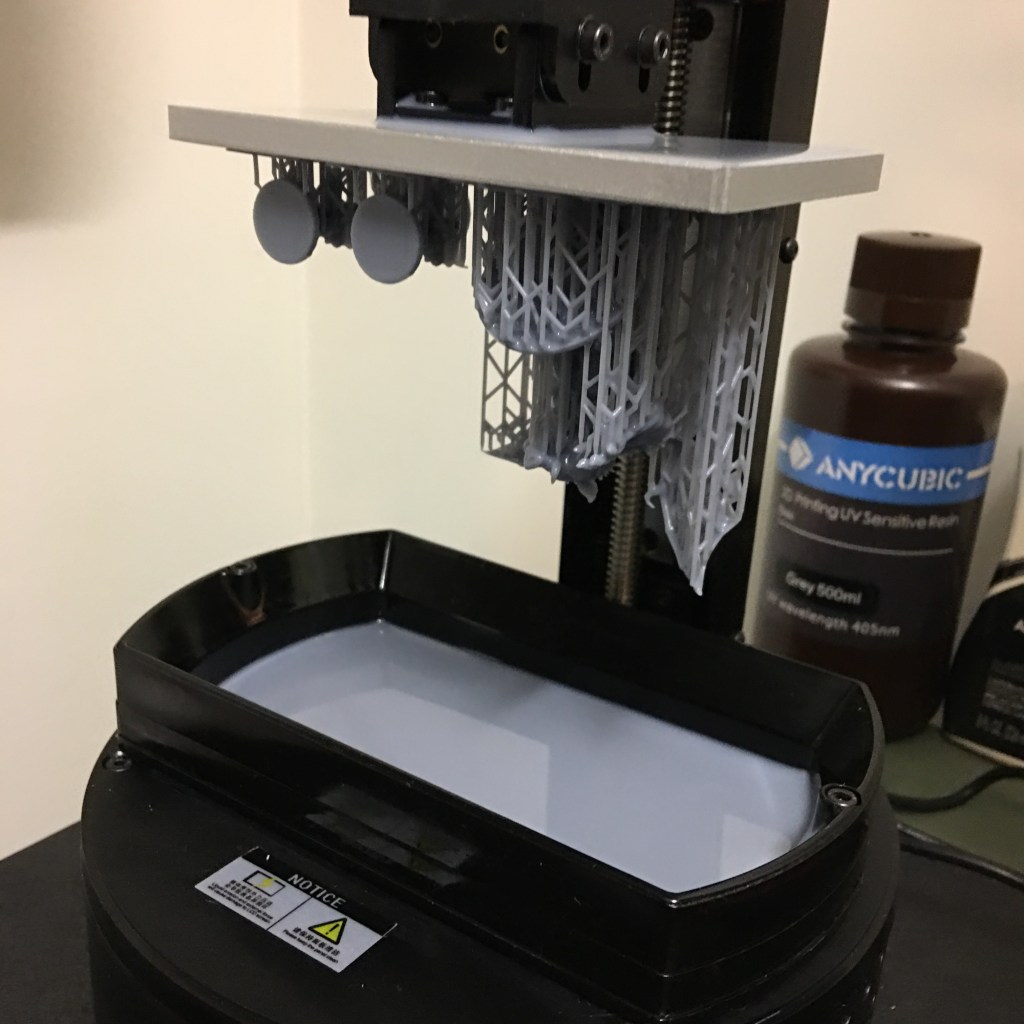
Printer cover removed 
supports still attached 
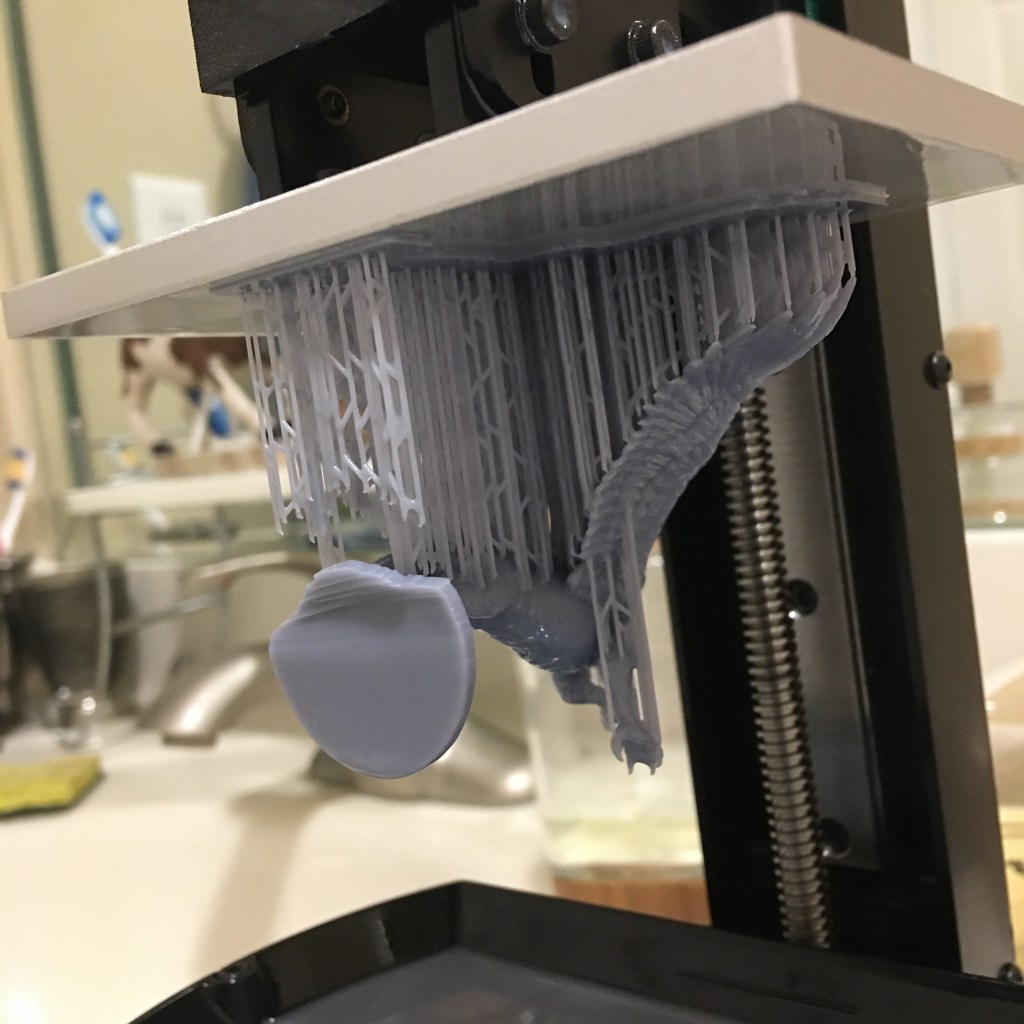
After supports are removed
So the trick with supports is to keep them small enough that they are easy to remove (usually with tweezers), but strong enough that they don’t break during the lifting process between layers.
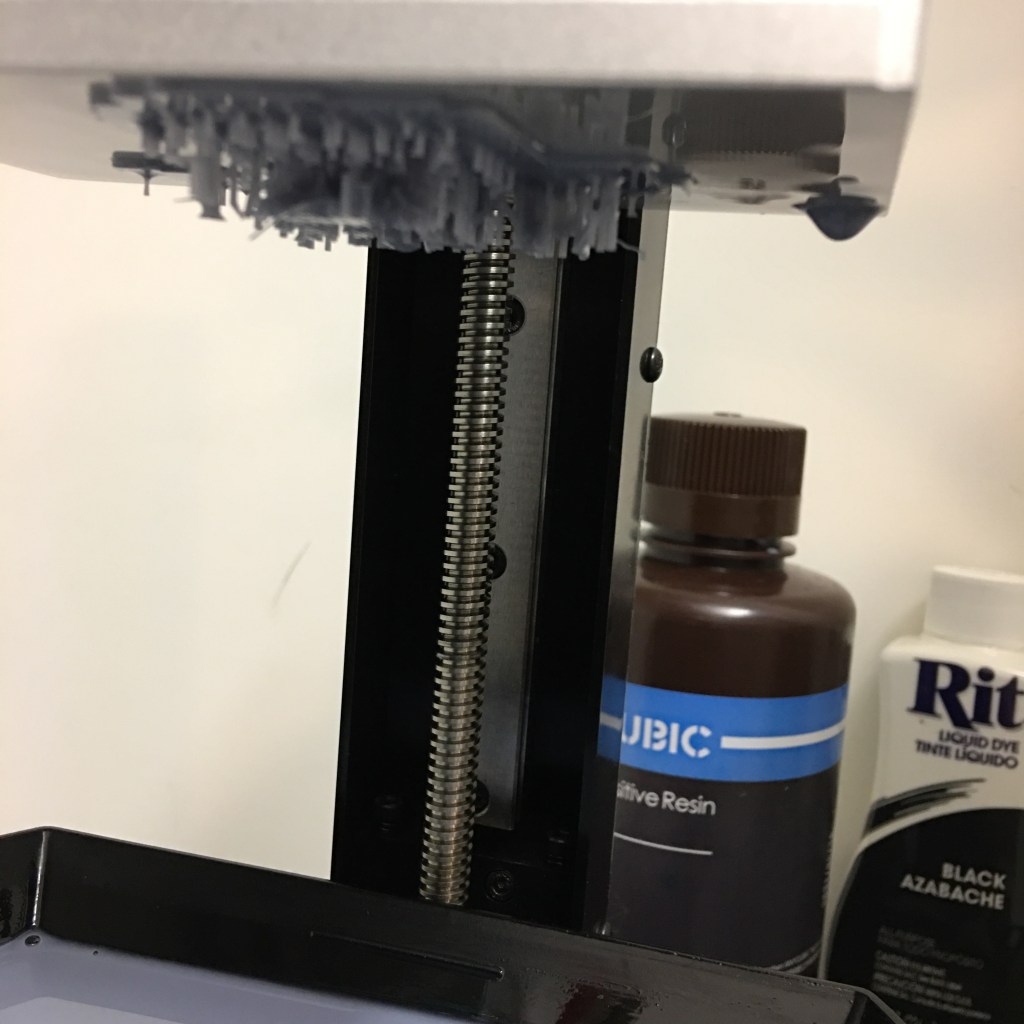
If the supports don’t hold, you may find the build plate with only supports, while your miniature is just a silhouette at the bottom of the vat of resin!
The first thing that you may think is that the supports are too thin, and that you should use medium or heavy supports, but that is not the problem…
The reason that the support failed is the exposure setting!
The default exposure for this printer is 8 seconds/layer. But on the bottom layers on the build plate it is much higher–that is why the support raft is successfully printed, while the model was dropped. The resin was not cured enough to pull the next layer off of the FEP film (at the bottom of the vat).
Not all printers and not all resins have the same exposure settings. In this case I was using Anycubic Grey resin with a SparkmakerFHD. The default settings for exposure are calibrated to the resins that are formulated for it.
I found a table online for Anycubic resins with the proper exposure settings, and changed that setting in the Chitubox slicer.
14 seconds/layer 
16 seconds/layer
In this example, the supports are the same. But the successful print on the right had two more seconds of exposure per layer. That made the supports strong enough to hold on to the model.
Editing “Auto Supports”
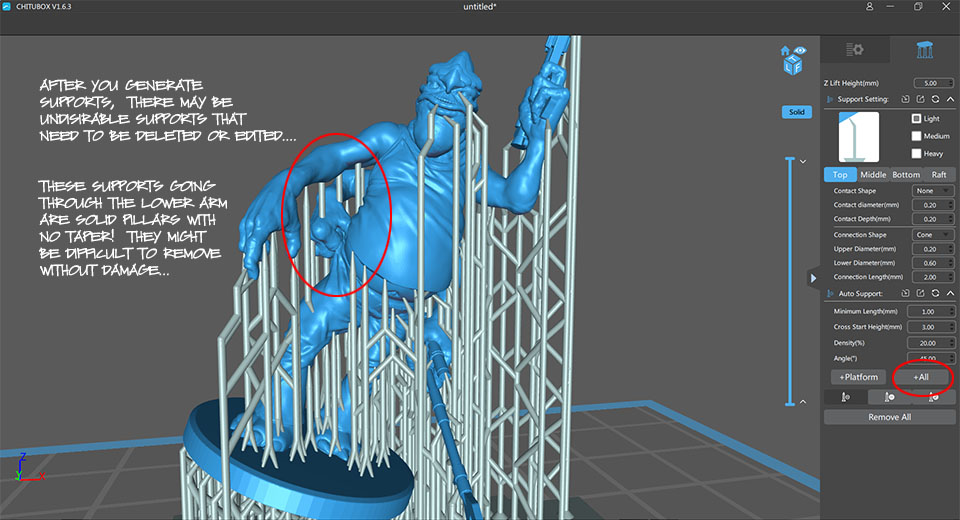
Adding supports is as easy as one-click! But after Chitubox generates supports, you need to look at the result to see if you like it. There could be areas that still require support or there may be supports that are not needed.
Though I have set this to Light Supports, I have modified the diameter of the supports to be even smaller… The default diameter is .8mm with .3mm contacts. This is still too heavy for 28mm miniatures, so I have been experimenting with .6 (or .5) diameter with .2 contacts!
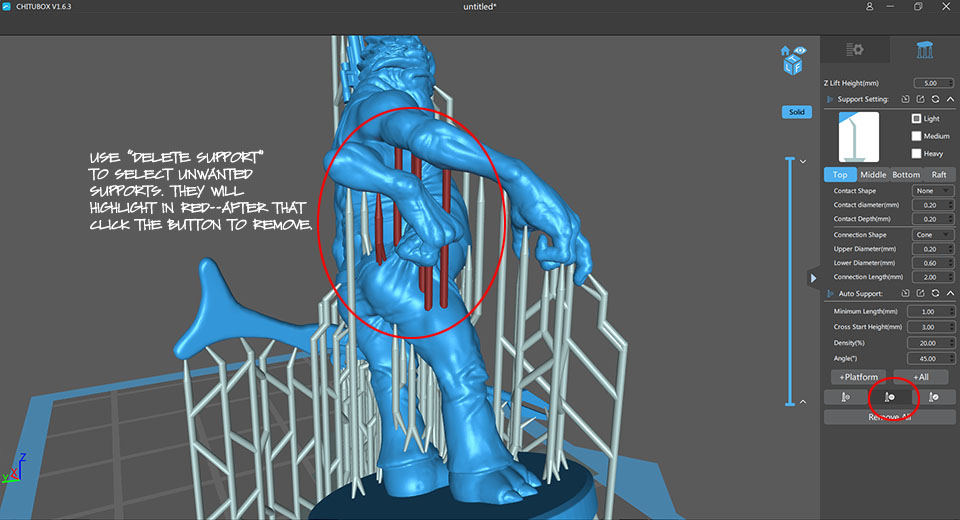
There are some heavy pillars running between the arms in this example. for some reason, there is no taper, and they are going to be difficult to remove without damaging the miniature… So, I have selected the remove support button and selected them–clicking the button again removes them.

After deleting the supports that I didn’t like, I used the Add button to create some new ones. If you only click the same spot, it will give you the same result as Auto… Instead, Add the new support to an existing support pillar–then use Edit support to drag it to a new spot, adjust the height, and drag the tip to a new target!


With this delicate balance between resins, support diameters and exposure settings, calibrating your printer requires a few experiments to get it “just right”. But once you have figured it out, supporting a model is very simple.

Here is an example of a miniature printed at different scales. One size is for tabletop play, and the other is for display. If the model were pre-supported, the supports would be much thicker and heavier when scaled up! In my opinion, it is better to scale the model and support it in your slicer. It also gives you the freedom to print with FDM or SLA style printers.
Try it yourself!
I hope this was helpful to you! If you would like to 3D print these miniatures yourself, here are links to the ones shown above:
https://cults3d.com/en/3d-model/game/dex
https://cults3d.com/en/3d-model/game/griffon-rampant
https://cults3d.com/en/3d-model/game/halfling-paladin
https://cults3d.com/en/3d-model/game/halfling-ranger
https://cults3d.com/en/3d-model/game/halfling-mage
https://cults3d.com/en/3d-model/game/porkus

Leave a comment