I finally sat down and painted a group of my Gnome miniatures. One of the things that I was pleasantly surprised about, was how well the micro details showed up even at 28mm scale. I put in a level of detail that enables you to print my designs at different scales and have them still look good, whether as a tabletop miniature or as a figurine.
the chainmail details hold up at different scales
I am not a professional miniature painter, but I was very happy with how they turned out. I used craft acrylics and a wash to bring out the details (as described in a previous post about painting Guardin’ Gnomes). The wash brought out details that I couldn’t even see when holding the miniatures! Similar sized miniatures that are injection molded cannot hold the same level of detail… These are printed on a SparkmakerFHD which is pretty low resolution compared to newer printers, so I can’t wait to see what they will look like on a 4K printer!
If you would like to print your own, they are available individually on Cults3D or you can get access to ALL of my models when you join my Patreon!
One of the most intimidating things for new users about 3Dprinting resin miniatures is adding supports. But actually it is pretty simple!
There has been a few requests on Facebook groups that artist should provide the models pre-supported, but I will try to explain why that is not a good idea and demystify the process….
Chitubox slicer
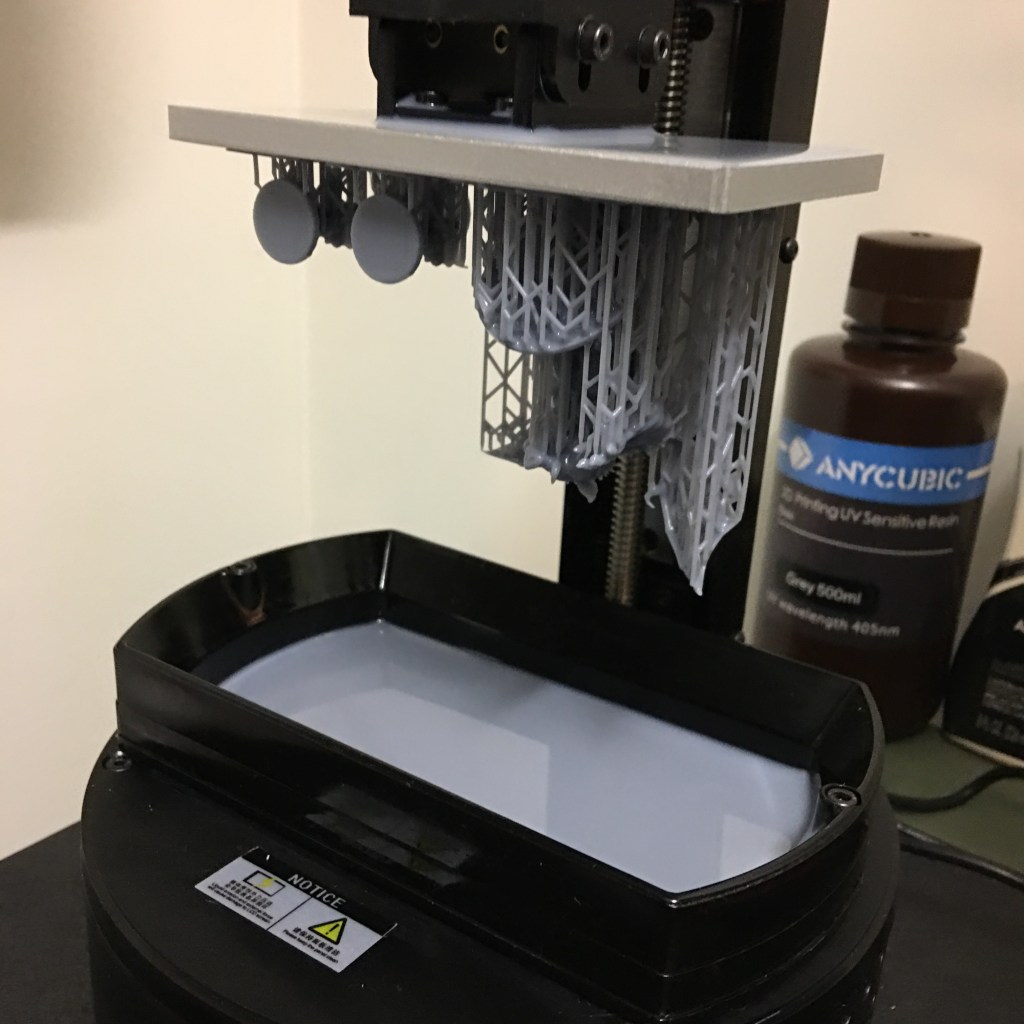
When you are 3Dprinting in resin, the model is printed upside down. The build platform dips into a vat of UV light sensitive resin, and the layers are exposed from underneath.
SparkmakerFHD
Printer cover removed
supports still attached
After supports are removed
So the trick with supports is to keep them small enough that they are easy to remove (usually with tweezers), but strong enough that they don’t break during the lifting process between layers.
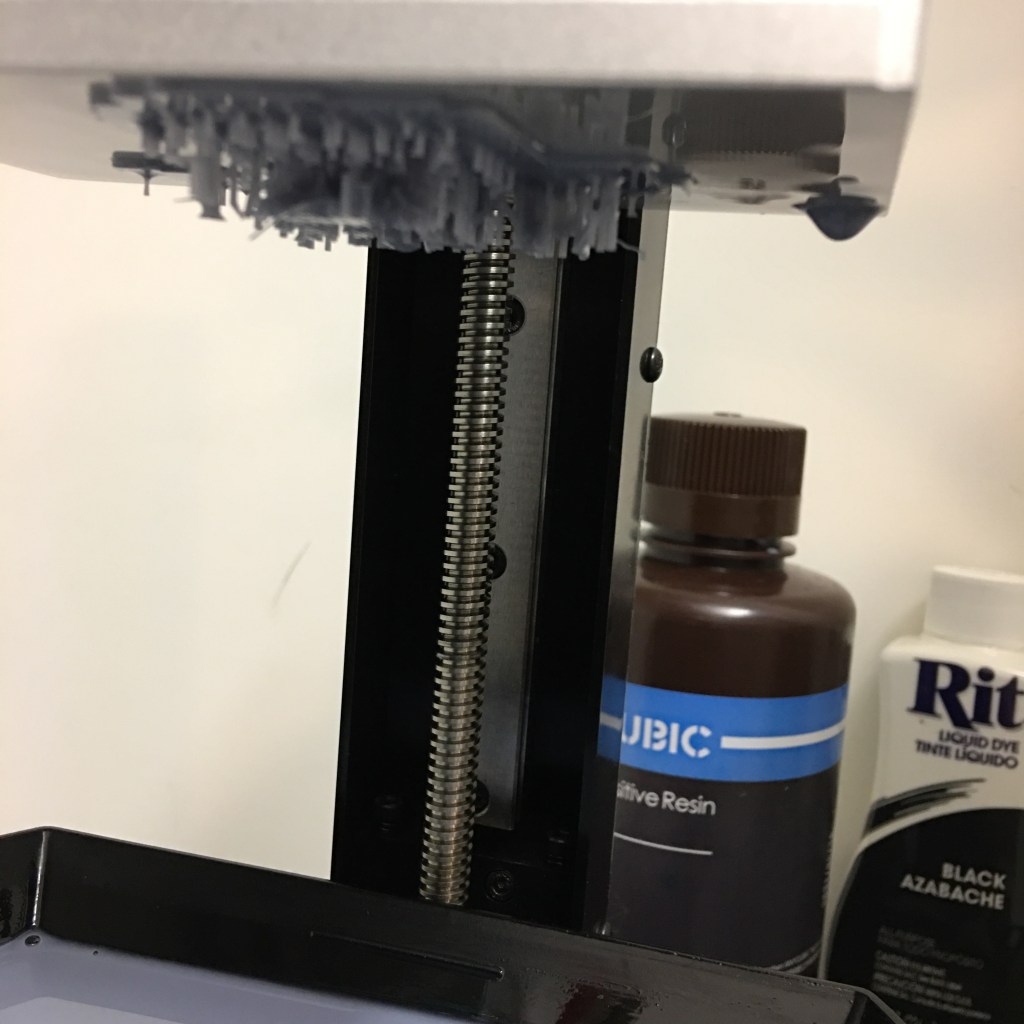
If the supports don’t hold, you may find the build plate with only supports, while your miniature is just a silhouette at the bottom of the vat of resin!
A failed print!
The first thing that you may think is that the supports are too thin, and that you should use medium or heavy supports, but that is not the problem…
The reason that the support failed is the exposure setting!
The default exposure for this printer is 8 seconds/layer. But on the bottom layers on the build plate it is much higher–that is why the support raft is successfully printed, while the model was dropped. The resin was not cured enough to pull the next layer off of the FEP film (at the bottom of the vat).
Not all printers and not all resins have the same exposure settings. In this case I was using Anycubic Grey resin with a SparkmakerFHD. The default settings for exposure are calibrated to the resins that are formulated for it.
I found a table online for Anycubic resins with the proper exposure settings, and changed that setting in the Chitubox slicer.
14 seconds/layer
16 seconds/layer
Partial failure on the left example was fixed by increasing the exposure/layer
In this example, the supports are the same. But the successful print on the right had two more seconds of exposure per layer. That made the supports strong enough to hold on to the model.
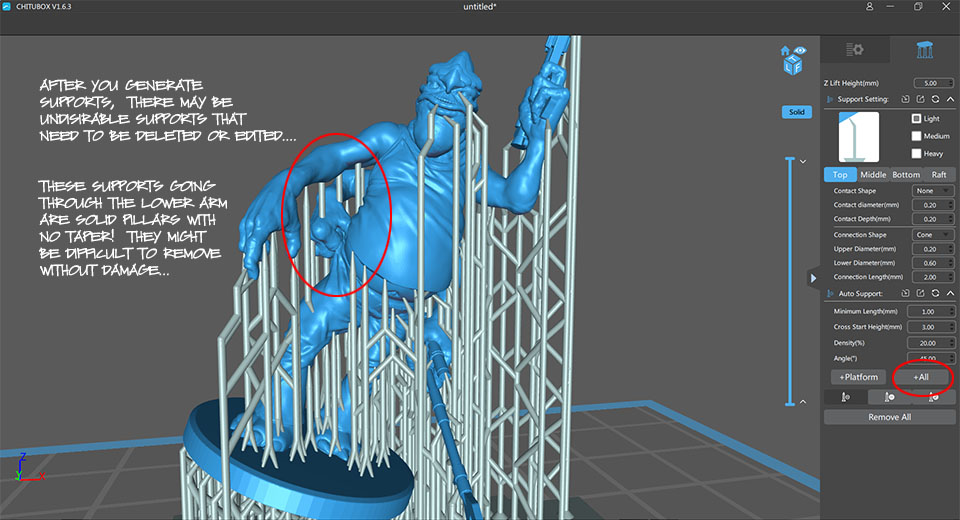
Editing “Auto Supports”
“Dex” miniature after running “auto supports”
Adding supports is as easy as one-click! But after Chitubox generates supports, you need to look at the result to see if you like it. There could be areas that still require support or there may be supports that are not needed.
Though I have set this to Light Supports, I have modified the diameter of the supports to be even smaller… The default diameter is .8mm with .3mm contacts. This is still too heavy for 28mm miniatures, so I have been experimenting with .6 (or .5) diameter with .2 contacts!
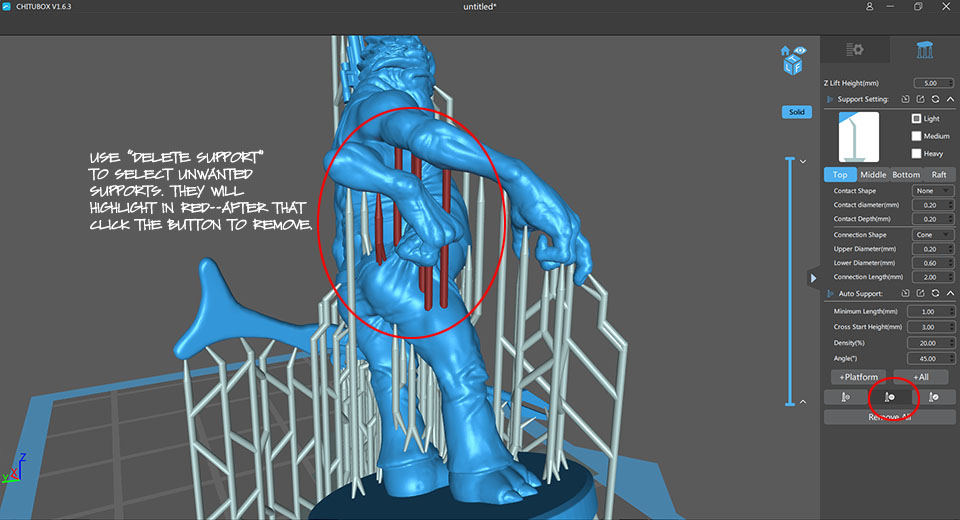
These “auto” supports between the arms are going to be hard to remove…
There are some heavy pillars running between the arms in this example. for some reason, there is no taper, and they are going to be difficult to remove without damaging the miniature… So, I have selected the removesupport button and selected them–clicking the button again removes them.
Using Add and Edit Support to add additional supports
After deleting the supports that I didn’t like, I used the Add button to create some new ones. If you only click the same spot, it will give you the same result as Auto… Instead, Add the new support to an existing support pillar–then use Edit support to drag it to a new spot, adjust the height, and drag the tip to a new target!
miniature after removing from build plateMiniatures with supports removed
With this delicate balance between resins, support diameters and exposure settings, calibrating your printer requires a few experiments to get it “just right”. But once you have figured it out, supporting a model is very simple.
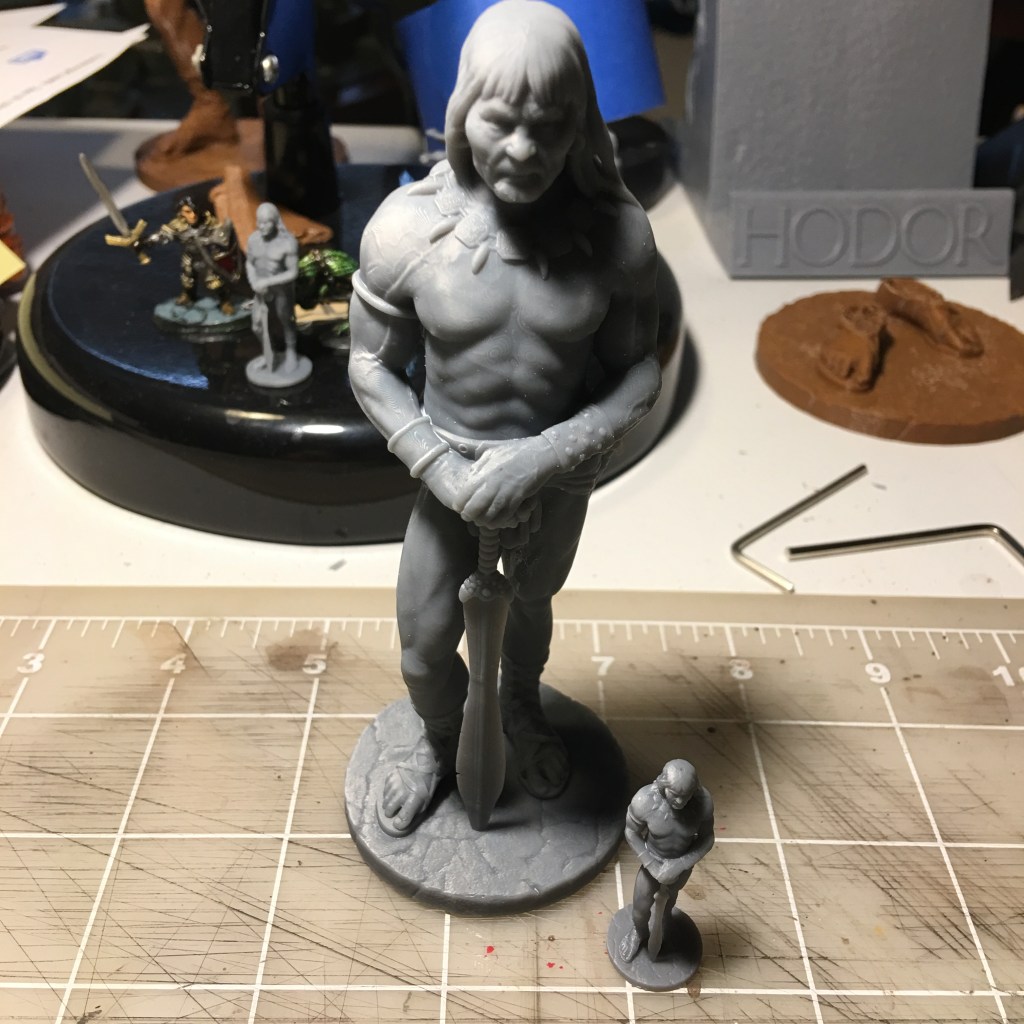
Miniatures printed at different scales
Here is an example of a miniature printed at different scales. One size is for tabletop play, and the other is for display. If the model were pre-supported, the supports would be much thicker and heavier when scaled up! In my opinion, it is better to scale the model and support it in your slicer. It also gives you the freedom to print with FDM or SLA style printers.
SparkmakerFHD was a Kickstarter that I backed last year, for a low cost resin printer. Though I had vowed never to pledge on another 3d printer kickstarter again, I couldn’t resist… I worried when it didn’t ship when anticipated, but eventually it arrived!
My first print on the SparkmakerFHD
I had never used a resin printer before, so I was a little intimidated. I read through the manual a couple of times before I began. I bought nitrile gloves and lots of isopropyl alcohol, and watched some YouTube videos. Eventually, I overcame my fear and turned it on!
For my first print, I loaded up some of the miniatures that I had sculpted for my Patreon into Chitubox (the slicing software), used “Auto supports” and clicked SLICE.
I assumed that I would get some failures, and that I would use that experience to learn how to improve my prints. But when I came back and checked on it a couple of hours later, it was done printing and everything came out perfectly!
After removing the supports
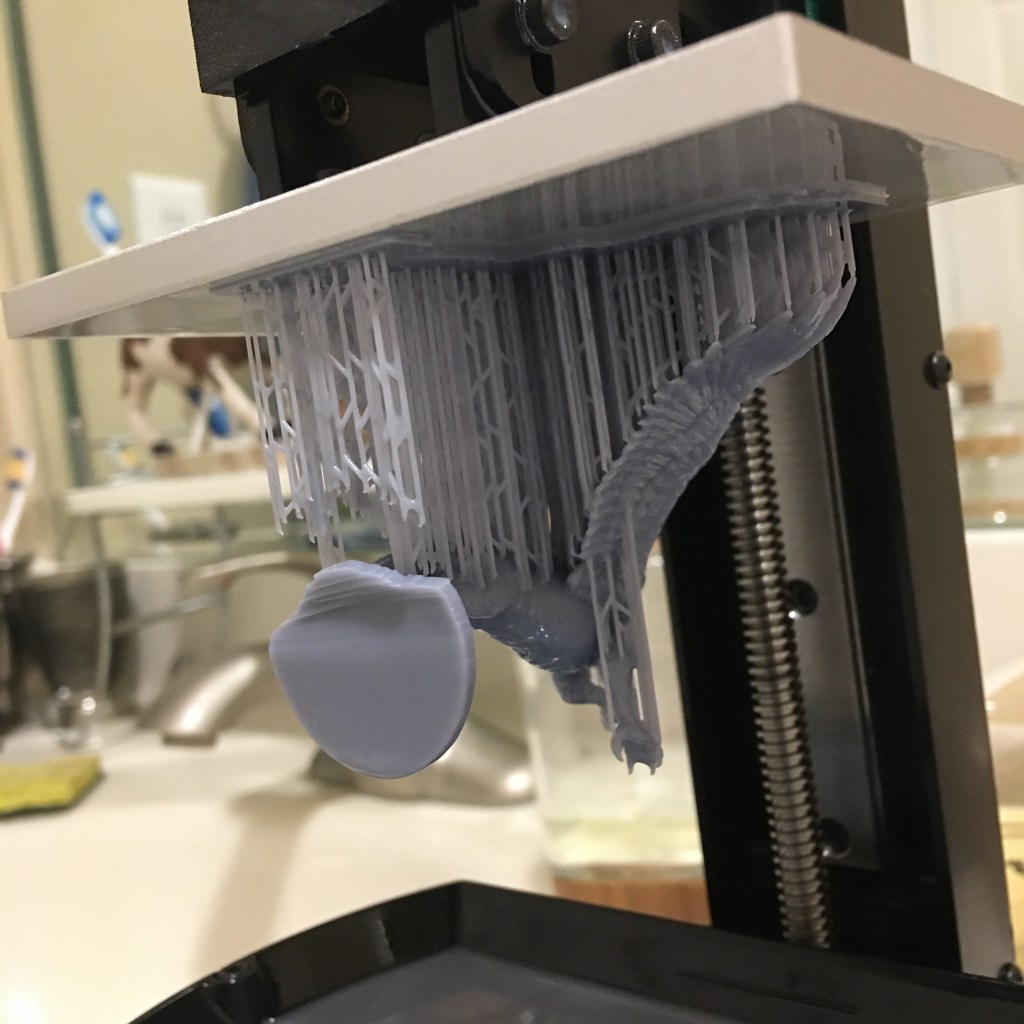
When I had first shown these designs on Facebook, someone said that the weapons would be too thin, and these same models uploaded to Shapeways got flagged as unprintable, because the blades and crossbow strings violate their minimum feature sizes…
I have had some experience with Shapeways, because I was one of their Designers-For-Hire and had done some contract modeling for them as part of their Design with Shapeways service… Their minimums are put there to make sure they they never have a problem (and have to reprint or refund), so they are meant to play it safe (for Shapeways)…
But as you can see, the blades and crossbow strings printed just fine.
The Cimmerian printed at 120mm
My next print was to see how big I could go, so I scaled up Conan the Cimmerian to 120mm and let it print overnight. I added some more resin to the tank before I went to bed (I was paranoid that it would run out).
The Cimmerian at 120mm
I was totally impressed with how this turned out! This is on a resin printer that was only $250 on Kickstarter (it is $349 on their website)
Now that I’ve got this printer, I am thinking that I can use it to produce physical miniatures for sale. The level of detail that can be achieved is far superior to what can be done with injection-molding. There is no tooling cost, and no inventory, everything is print-on-demand.
I’m weighing this idea vs just selling .STL files, since even though it is pretty simple to do, there are many more gamers and painters who would rather just buy a mini, rather than printing it themselves.