Tired of trying to find a mini to match your favorite character? I will sculpt your character from scratch, and create a one-of-a-kind miniature of your character!
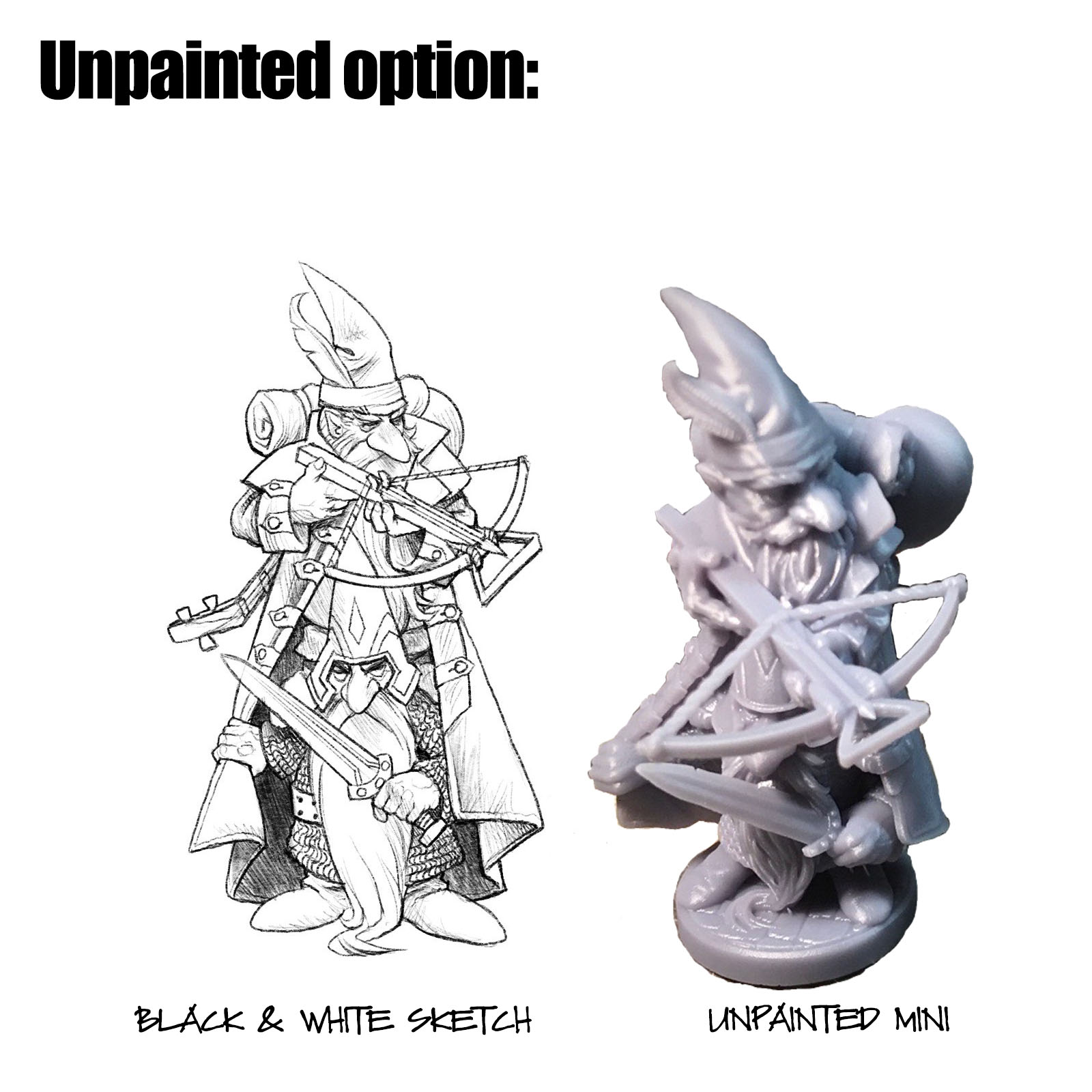
Based on your character description, I will sketch out your mini for approval, and then digitally sculpt to bring your character to life!
Since I have to draw your character as part of my process, you also get a character sketch as well as a mini!
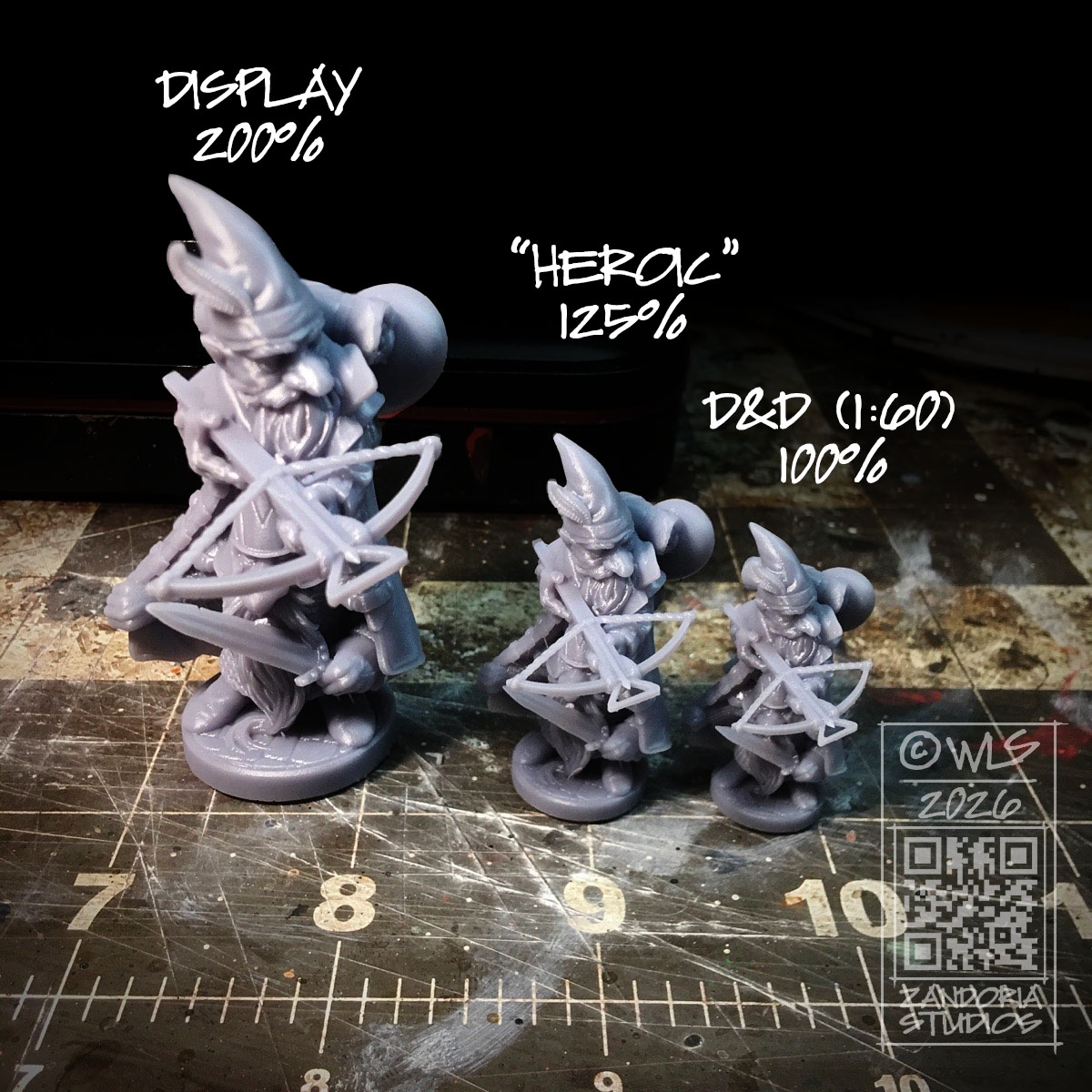
I sculpt the miniatures in 1:60 scale which is perfect for Dungeons & Dragons characters. 1:60 means that 1 inch equals 5 feet–this is often referred to as 28mm scale. Because the sculpture is digital, I can also 3Dprint it at different sizes.
With your order I will print a tabletop, D&D sized mini (If you prefer what is know as “Heroic” sized, let me know) as well as a larger 200% sized one for display. I will also provide a copy of the STL file for your personal use.
I’m offering this custom mini commission in an UNPAINTED or HAND-PAINTED option. If the listing is SOLD-OUT, just check back the next week–I am limiting the QTY so that there is only 1 spot available at a time.
A role-playing game is a game of imagination and collaborative storytelling. The players create a character based on the following rules, then they pretend to be that character in different situations as presented by the Narrator. The Narrator is also a player, but more of a storyteller and referee during the game.
As a player, you control one of the characters in the story—who they are, their background and motivations. In every scenario presented by the Narrator, you decide what your character says and does. The player has an active role in the creation of the fiction.
When it is your turn, declare what your character does with the same authority as a writer. Don’t ask “Can I try to do _?” Instead, based of the scenario that has been described, decide how your character would react, and then say what he does. There are circumstances where what you can do is governed by rules, such as in combat, but there are lots of times where you simply say what your character does.
The Narrator takes the actions of the characters, and the things they say, as what happens. Then he will say what happens next.
Characters can be of different species such as elves and dwarves, and have different abilities and skills that can affect the outcome of the game. Classes of skills, such as Fighter, Thief or Spellcaster define the role of the character within the adventuring party, which is comprised of all the players. When you encounter other characters (known as NPCs or Non-Player-Characters) during the game, such as merchants or monsters, the Narrator takes on their roles and determines their actions.
As players adventure through the world presented by the Narrator, they will gain experience points that are used to gain levels in their class. As a character gains levels they become more powerful—They can deal more damage when they hit, and they can withstand more damage before they become incapacitated.
A role-playing game doesn’t end at the end of a game session with a winner, like in a board game or card game. The characters continue their adventures from session to session, increasing in experience. The story is what happens during the game as the players, acting as their characters, interact with the challenges presented by the Narrator.
Core Mechanic
The Narrator presents the Players with situations, and players respond with what their characters say and do. However, not every situation is resolved through simple narration—instead dice are rolled to determine the outcome.
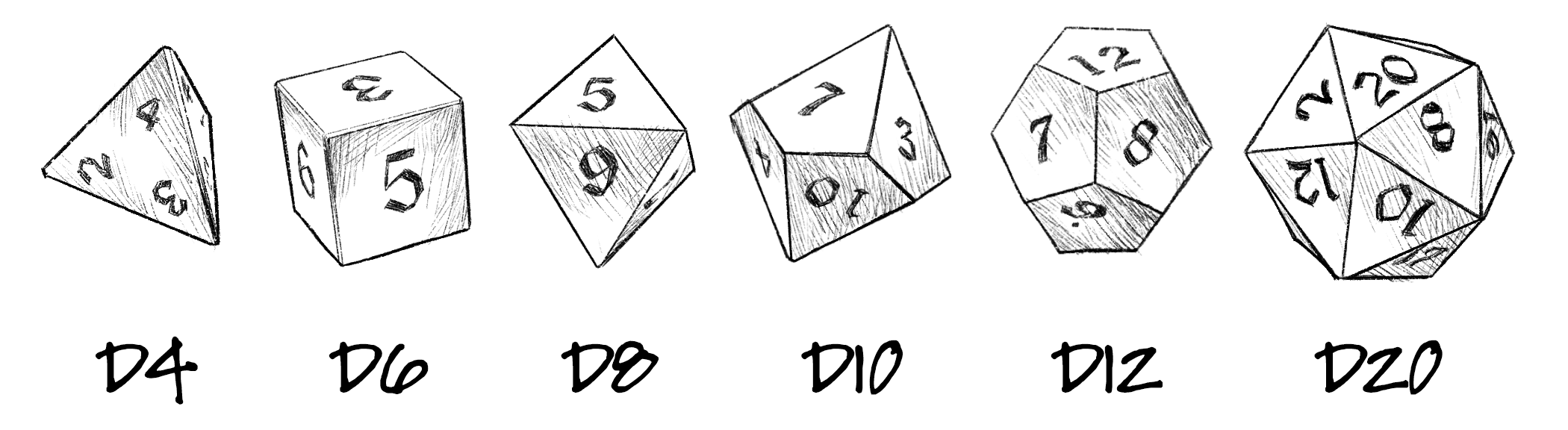
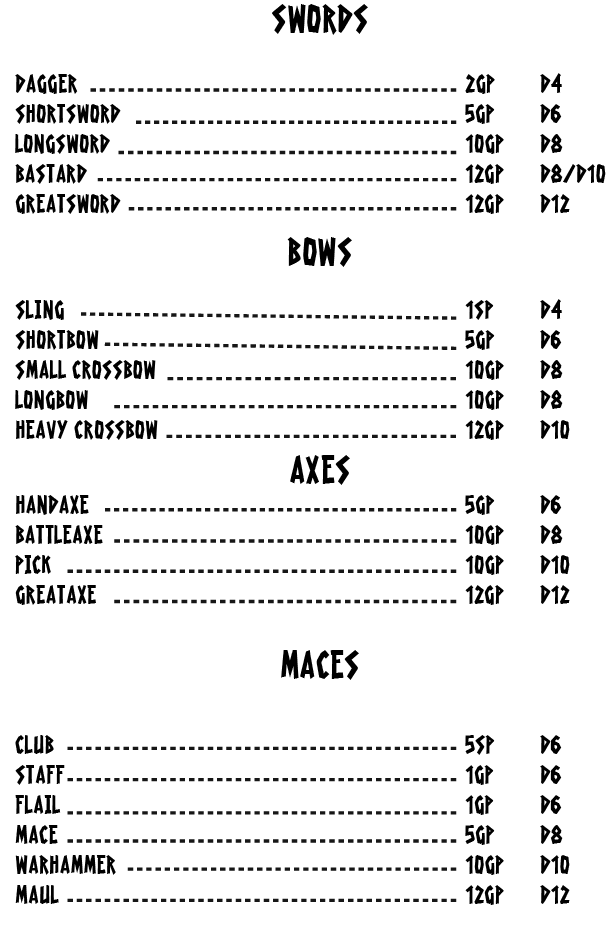
Players use polyhedral dice for a variety of actions in the game. The dice required is indicated by a capital D followed the number of faces, such as D4, D6, D8, D10, D12 and D20. When multiple dice should be used, the number preceding the D indicates how many. For example 4D10 means to roll 4 10-sided dice, which are added up to get the result.
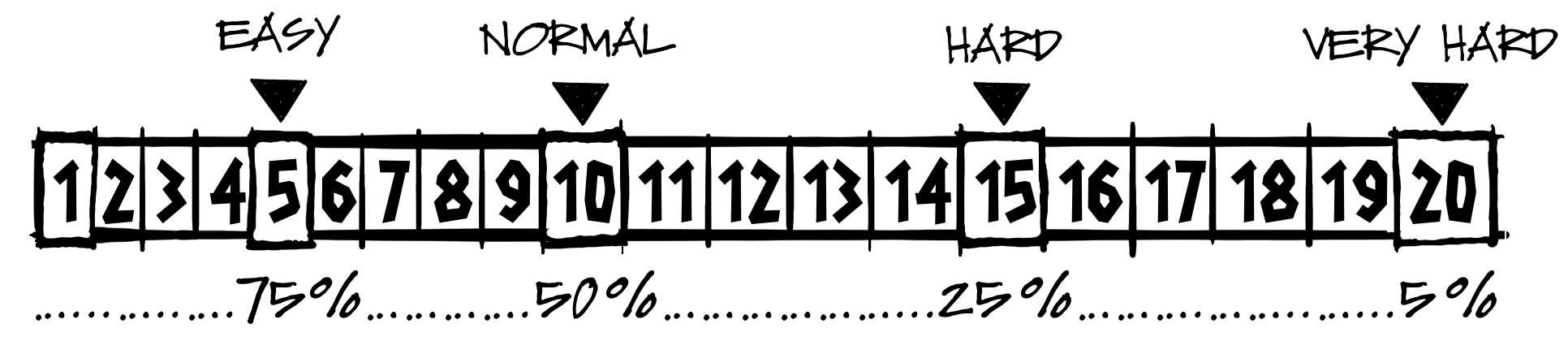
The most commonly used dice is the D20. The 20 faces afford a lot of versatility for determining outcomes:
The range of the D20 can represent levels of difficulty and the chance of success for an action. The Narrator will ask the player to meet or exceed a target number by rolling a D20 .
Advantage and Disadvantage
There are circumstances where the narrator decides that you have an Advantage: Roll two D20 and take the best result. Conversely, there are circumstances where the narrator decides that you are Disadvantage: Roll two D20s and take the worst result.
Character Creation
Attribute Scores Roll 3D6 for each attribute: Strength, Agility, Stamina, Awareness and Intelligence.
Strength: Physical strength. This score affects how much weight your character can carry (Pounds=STRENGTH x 5), and for a Fighter, how many Fury dice you have, as explained later under character classes.
Agility: This score reflects your character’s nimbleness, dexterity and coordination. It contributes to your defense by making you harder to hit. For a Thief, it determines how many Finesse dice you start with, as explained below under the Thief class.
Stamina: This reflects a characters health and toughness, and how much damage they can sustain before becoming incapacitated.
Awareness: This score represents your perception, through your five senses of sight, smell, hearing, taste and touch.
Intelligence: This score reflects a characters intellect and knowledge, ability to learn and solve problems. For a Spellcaster, this score determines their initial Focus Dice, as explained under character classes.
These scores (3-18) represent your character’s innate talent. They will be modified based on your character’s species, but thereafter will stay the same.
Your Species modifier is added or subtracted to your Attribute Score. Attributes may not be lower than 1, and not higher than 20.
Humans are the easiest species for players to understand, as we are all human. The attribute scores are not modified, as the game is balanced with human as the default. Human characters are resilient and have a D10 for their Health Die (HD), which is rolled to recover health points (HP)—health points are the amount of damage that a character can sustain before becoming incapacitated).
Dwarves are a familiar species from folk and fairytales. They live in hidden kingdoms beneath the mountains, where they also mine precious metals and gems. Dwarves are master craftsmen and are known for their magical weapons and armor. Stout and short, they have modifiers to their Strength and Stamina to reflect their increased strength and endurance. Dwarves also differ from us in their senses, as they can see in the dark by the subtle light (explained below, under Darkvision) as well as their deep sight, which is like x-ray vision. Deep sight allows a dwarf to see through solid stone and other materials to a range of about 30’. This is one of the reasons that dwarves are such excellent miners, since they can see the veins of metal within the rock. Dwarf characters use a D8 for their Health Die.
Elves are another species known from folklore and mythology, where they are often called “the good folk”. They vary greatly in size, from very small such as Nisse and Tomte (which might be mistaken for gnomes because of their pointed caps), to medium sized elves like the leprechaun, to high elves such as the Tuatha de Danan who are about as tall as a human teenager. Elves are slender and agile, and have a modifier to their strength and agility to reflect that. Elves have keen vision and hearing and also get a bonus to their perception. Elves use a D6 for their Health Die
Gnomes are another species from folklore, very much like the dwarves in their knowledge and crafting of metals. They have the deepsight the same as dwarves, and can see underground by the subtle light as well as they see by day. Gnomes are sensitive to sunlight,so often wear their caps low over their eyes. Gnomes can vary in size, but are generally between 2-3’ tall. Gonks are an unusual type of gnome, which don’t just have a long beard, but fur (and sometimes a tail) over their body! Gnomes are surprisingly strong for their size, often stronger than a man, so have an ability modifier for their strength. Gnomes have a D6 Health Die.
Fairies are an unusual species. Very small, between 6-12 inches, with wings like an insect or butterfly. They have a kinship with plants and trees, and can even speak with them. Fairies are often spellcasters, and use illusions to hide from danger. Because of their small size, fairies have modifiers to their strength. agility and defense, and a D4 for Health Die.
Beholder Snail
Darkvision
While humans see by visible light, there are some species who can see a wider spectrum such as ultraviolet or infrared, or who can see a subtle light from neutrinos and cosmic rays which permeate deep underground. Gnomi, such as gnomes and dwarves, can see underground as well as men see outdoors by this subtle light. They also can peer deep into stone with an x-ray vision called deep sight. This is why they are such good miners, as they can see the veins and know where to dig. Elves can see very far, like an eagle. They can see by very faint light, such as starlight, as well as if it were daylight. Underground, elves can percieve the subtle light in the darkness, though not as well as gnomes and dwarves, only about 30’. Fairies see by daylight, but in a wider spectrum than men. They can see the earth’s magnetic field, just like birds, and they can also percieve the bioelectric fields generated by living things, called auras. This lets them see invisible creatures, as well as the true form of shape-shifted creatures, and sense their intentions. They see by normal light, but need a candle or lamp to see in darkness.
Health Points
Health Points (HP): (STAMINA/2) + Your Species HD (per level). As you gain higher levels in a class, you gain an addition Health Die which you add to your total health points. For example, Thorin the Dwarf is a 5th level fighter with a Stamina score of 18. As a dwarf his Health Die is a D8, so he gets 8 HP for every level, for 40 points, plus he gets an additional 9 points from his Stamina, for a total of 49 Health Points (HP). Health represents your stamina in a fight and how much damage you can take. HP are regained by rest or by healing magic. A character regains 1 Health Die per hour of rest (roll for the number of points). When your character rests, roll 1 HD for each hour rested. This is how many health points you recover. You may require several days rest to heal up from an adventure…
Choose your Character Class. A class is a class of skills associated with a profession or craft. You begin with 10 XP, which is the required number of experience points for 1st level in a Class. There are many classes of skills, such as blacksmiths, weavers, bakers, brewers, etc. Which are not relevant to adventuring, as they require years of apprenticeship… If you want to play these NPC characters, choose to be the Narrator!
Fighter
Whether a knight in shining armor, a barbarian wielding a two-handed greatsword, or a meditative monk trained in the martial arts, all these characters are Fighters.
· Fighter: Add your Fighter level to all attack rolls. Damage Die is by weapon type. The number of damage dice rolled is equal to your fighter level. Fighters have training in both armed and unarmed combat, can use any weapon or armor, and has basic first-aid skills in binding wounds: (recover 1D4 HP).
A Fighter has FURY Dice (D6) equal to STRENGTH/2 + Level. You can use these dice to add to any D20 roll. You recover them 1 per hour of rest.
Thief
The Thief is much more than just a burglar, but a master of shadows and stealth. The Thief can disarm traps, sneak into guarded strongholds and make off with hidden treasure without alerting anyone that he was even there!
· Thief: Add your Thief level to D20 rolls for hiding, moving silently, climbing walls, picking pockets, sleight of hand, finding traps, and picking locks. The difficulty of these tasks will be determined by the Narrator.
A Thief has FINESSE Dice (D6) equal to AGILITY/2 + Level. You can use these dice to add to any D20 roll, such as attacks, saving throws, and thieving skills. You recover them 1 per hour of rest.
Sneak Attack: You can Backstab for extra damage dice (by weapon type) equal to your Thief level + 1 when you attack from hiding, or if your target is engaged in combat with another character or otherwise unaware of your attack, such as a ranged weapon attack.
To Hide from an opponent the DC= Target’s Awareness score. You can hide even from a target in combat during the Movement phase (though you may be visible to other enemies). Hiding is simply getting into the target’s blind spot (like a Ninja)…
SpellCaster
· Wizard, Warlock, Sorcerer, Druid, Mage, Priest—There are many names for spellcasters, but all of their magic works the same. You cast spells as described below in the Magic section. Spellcasters also have the knowledge to craft scrolls, wands and staffs, potions and other magic items (with the proper time and materials).
A Spellcaster has FOCUS Dice (D6) equal to INTELLIGENCE/2 + Level. You can use these dice to add to any D20 roll. You recover them 1 per hour of rest.
Multi-classing
When you receive experience points, you may choose to add another class if you have enough points. For example you could have levels of Fighter, Thief and Spellcaster. When you are multi-classed and recover Health Points during a rest, you also recover Fury, Finesse or Focus dice (1 per hour of rest), but you must divide the Dice recovered between your classes.
Combat
Initiative & Flow At the beginning of combat, players (and the Narrator) roll a D20 for Initiative. If one of the players rolls the highest, the player characters have the initiative and go first. If the Narrator rolls the highest, the monsters have the initiative and attack first.
It is important to remember that players turns are not sequential, but are simultaneously taking place during the same 6 second round—Thieves making sneak attacks, Spellcasters firing bolts of magical energy. When it is the players turn, all should announce what their characters are doing and then roll their dice all at once.
It is natural for players to want to build off what the player before them did, but a character should not be stopping their attack mid-swing to react to what another character is doing during the same 6 second round.
Making an Attack
Roll a D20.
Add your Character level to the roll + modifiers (such as from a magic weapon); Fury, Finesse or Focus Dice.
If the total meets or exceeds the enemy’s Defense, you hit. Roll damage dice based on weapon type.
Defense Score: DEFENSE = (AGILITY/2*) + Armor + Shield Bonus *round up Defense is capped at 20.
Death & Dying
· Incapacitated: At 0 HP, you are out of the fight. All Fury, Finesse,and Focus Dice are expended. Only magical healing or rest can get you back up. Enemy monsters are likewise stunned and incapacitated at 0 HP, and will try to crawl away… · Instant Death: If a single attack’s damage exceeds your maximum HP, or you are hit with an attack while incapacitated, you die. · Healing: For every full hour of rest, roll one of your Hit Dice to regain HP. It might take several days of rest to recover all of your hit points.
Magic System
Spellcasters, whether wizards, priest, warlocks, druids or sorcerers, have a number of Focus Dice that they can use each day to cast spells. Focus Dice = INTELLIGENCE/2 + caster level. Whenever you cast a spell, you expend one of your focus dice.
Cantrips are simple magical effects,such as detecting magic, igniting a fire, snuffing out a candle, a puff of smoke, throwing your voice, or making a noise, or creating a dim light (like a candle). They use only a tiny bit of power and do not cause damage, and do not count against a spellcasters pool of Focus Dice–But you must have at least 1 Focus Die available to use a cantrip.
As a spellcaster advances in experience the power of their spells increases. A spell like Firebolt does 1D10 damage at 1st level, but increases to 2D10 at 2nd level, and 3D10 at 3rd level. Some spells require the caster to be of a certain level before they can cast that spell. To cast a Spell, roll a D20 + Caster level, this is your Spellcheck, and determines how potent your spell is and what the saving throw is. A spellcaster can expend a Focus die to increase the spellcheck number. If the spell targets an individual, the spellcheck must beat the target’s DEFENSE score. If the spell targets an area, then anyone within that area is affected, regardless of Defense–but they may make a Saving throw for 1/2 damage or to avoid the spells effect.
Area of Effect
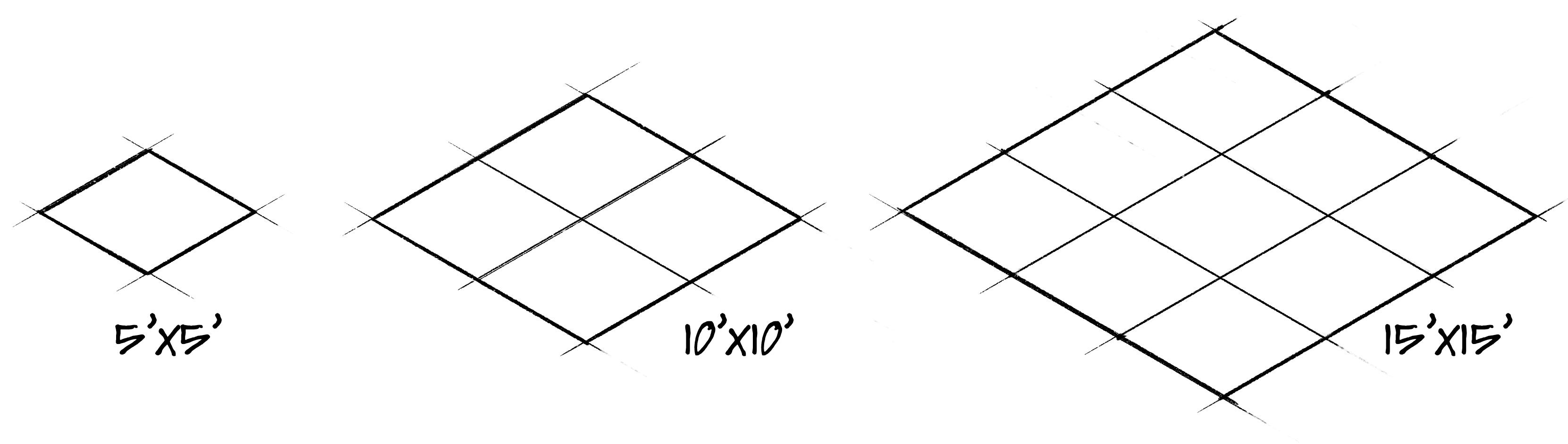
· Area of Effect: A spell can target an area of effect, rather than an individual target, negating Defense. The size of the area scales with the Spell Tier, For a 1st Tier spell, the area is 0ne 5’ x 5’ square. At 2nd Tier, the area is a 10’ x 10’ square. at 3rd, a 15’ x 15’ square…
If you are playing with a Battlemat, each 1” represents 5’–so it is simple to see that the area of effect scales up by Area = (level)number of squares x (level)number of squares: At 5th level, a Fire
Spells
· Magic Bolts and Blasts (D10, 1st level) such as a firebolt, lightning bolt or eldritch bolt that are targeted: The Spellcheck must be higher that the target’s Defense or it misses and has no effect. Magic Blasts target an area of effect and ignore defense, but creatures caught in the area can make a Saving Throw to take 1/2 damage. The number of damage dice rolled is equal to the spellcaster level.
· Illusion spells (1st level) affect the senses or perception. Illusions can cause you to see something that isn’t really there, or to not see something that is there, such as Invisibility. The spell takes hold if the spellcheck > target’s AWARENESS Score. If spellcheck is lower, the illusion fails. Invisibility ends if the caster makes an attack.
· Telekinesis. At 1st level you can move objects at a distance, as if you were holding them. At higher levels, the amount of weight multiplies by the caster’s level. For example if you can move 100 lbs at first level, you could move 200 lbs at 2nd level, etc.
· Divination at 1st level, divination gives yes or no, or direction. It can Identify the enchantment of a magical weapon. At 2nd level get insight or answers to a simple Who, What, Where, When, Why question. To get a longer response or back-and-forth, increase duration, it is level 3.
· Healing magic (D8, first level). A spellcaster may heal someone by touching them and expending a Focus Dice to restore health points (the number of dice rolled is equal to the caster level. Similarly, a spellcaster can Smite someone to take away HP! The spellcheck must beat the target’s defense score–If using a weapon, the smite damage is added to the weapon damage.
· Charm or Hypnosis (1st level). Give a simple suggestion or command. The Spellcheck is the number to beat to make a saving throw and resist the charm.. Duration is 1 minute. At 2nd level the duration increases to 1 hour, at 3rd level 1 day.
· Protection (1st level). Like a personal force field, a spellcaster can add the dice (D4) results to their defense for 1 minute. At 2nd level, the duration increases to 1 hour. At 3rd level to 1 day. This bonus to defense is in addition to any bonuses from enchantment.
· Wards (3rd level) is a magical trap, where spell energy is contained in a spot, and only released when conditions (set by the spellcaster) are met. The duration of a Ward is 1 day.
· Enchantment. (2nd level). This spell can be used to enchant armor or weapons. Roll D4 and add this as a bonus to the weapons attack rolls, or to an armors defense modifier. The effect lasts for 1 hour. At 3rd level, it lasts for 1 day. (In order to be permanent, the spell must be cast on the item during forging, when it is red hot)
· Teleportation, Conjuration and Summoning spells (2nd level). At second level, Teleport is a short line-of-sight teleport for the spellcaster. To portal others or take them with him to a destination, the spellcaster must be 3rd level. To create a portal to another plane of existence (or world) increases the Spell tier to 4th level. Conjuring or Summoning an object works in the same way, just with the direction reversed. To conjure up an object from a distant place, such as a book of spells that you left back at the castle—or to conjure a monster from a distant place. is a level 2 spell, To Summon a group of creatures is level 3. To resist a summoning spell, the target must make a saving throw against the spellcasters roll.
· Shapeshift (3rd level) is a transmutation that allows the spellcaster to change his or another’s bodily form. You can assume the shape of an animal of HD less than or equal to your caster level. Your Health Points are temporarily replaced with the HP of the animal form, and your damage type is replaced by the animals teeth and claws., But you can still talk. Your clothing and items are not transformed. The Duration of the transformation is 1 hour at 3rd level, and 1 day at 4th level. The caster can dispel the transformation at will. The target may make a saving throw by rolling a D20 to beat the Spellcasting check.
·Wards (3rd level) is a magical trap, where spell energy is contained in a spot, and only released when conditions (set by the spellcaster) are met. The duration of a Ward is 1 day.
To create a spell from scratch, consult with the DM to determine the spells Sphere or School of magic (what dice it uses) and how the effects will scale at different spell levels, and how it will manifest, so that you can roleplay how it looks to the other players. Give it a name that will associate it with your character! For spells that deal simple damage, consider the type of effect and use the following dice: Kinetic or Force: D6 Life affecting, such as Healing/Smite, Radiance (spectral) or Poison: D8 Energy spells, like fire, lightning, cold: D10
Counterspell & Dispel
· Counterspell (1st level): If you have not begun casting a spell on your turn, you may attempt to counterspell another caster. Make a Spellcheck (D20 + your caster level). The Target Number is the original caster’s Spellcheck result. Success cancels the spell. You can expend Focus Dice to buff the results of the spellcheck. · Dispel Magic (1st level): Make a Spellcheck against the original Spellcheck result that created the spell effect.
ball affects 5 x 5 squares (25’ x 25’).
All creatures within the area of effect are affected, regardless of defense.
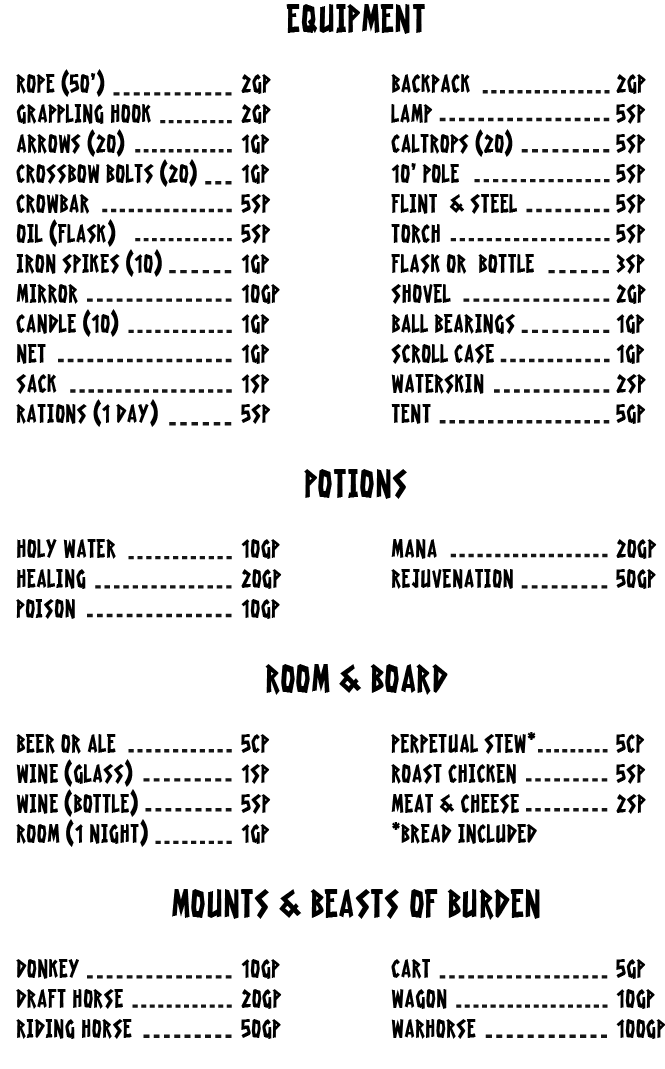
Potions, wands, scrolls
Some spells can be prepared in advance, during the Spellcaster’s downtime, in the form of wands, potions and scrolls. The spell tier must be one that the caster can normally cast, uses the same Focus Dice as normal to craft. It takes a full day to craft an item.
A Wand can hold 6 charges, and is burned up as the charges are consumed. Scrolls burn as the spell is read. Potions are consumed.
Experience & Advancement
Gaining XP (Awarded per session/adventure)
· Monsters: 1 XP per HD of monsters slain or defeated. · Treasure: Notable Hoard: 3 XP. Extraordinary Hoard: 10 XP · GM Bonuses: For clever play and goals.
Leveling Up
Level to Achieve XP Cost 1st 10 XP 2nd +20 XP (30 total) 3rd +30 XP (60 total) 4th +40 XP (100 total)…
XP is a running total. You can split XP to multiclass into a new class (e.g., spend 20 XP for Fighter 2, and 10 XP for Wizard 1).
Monsters
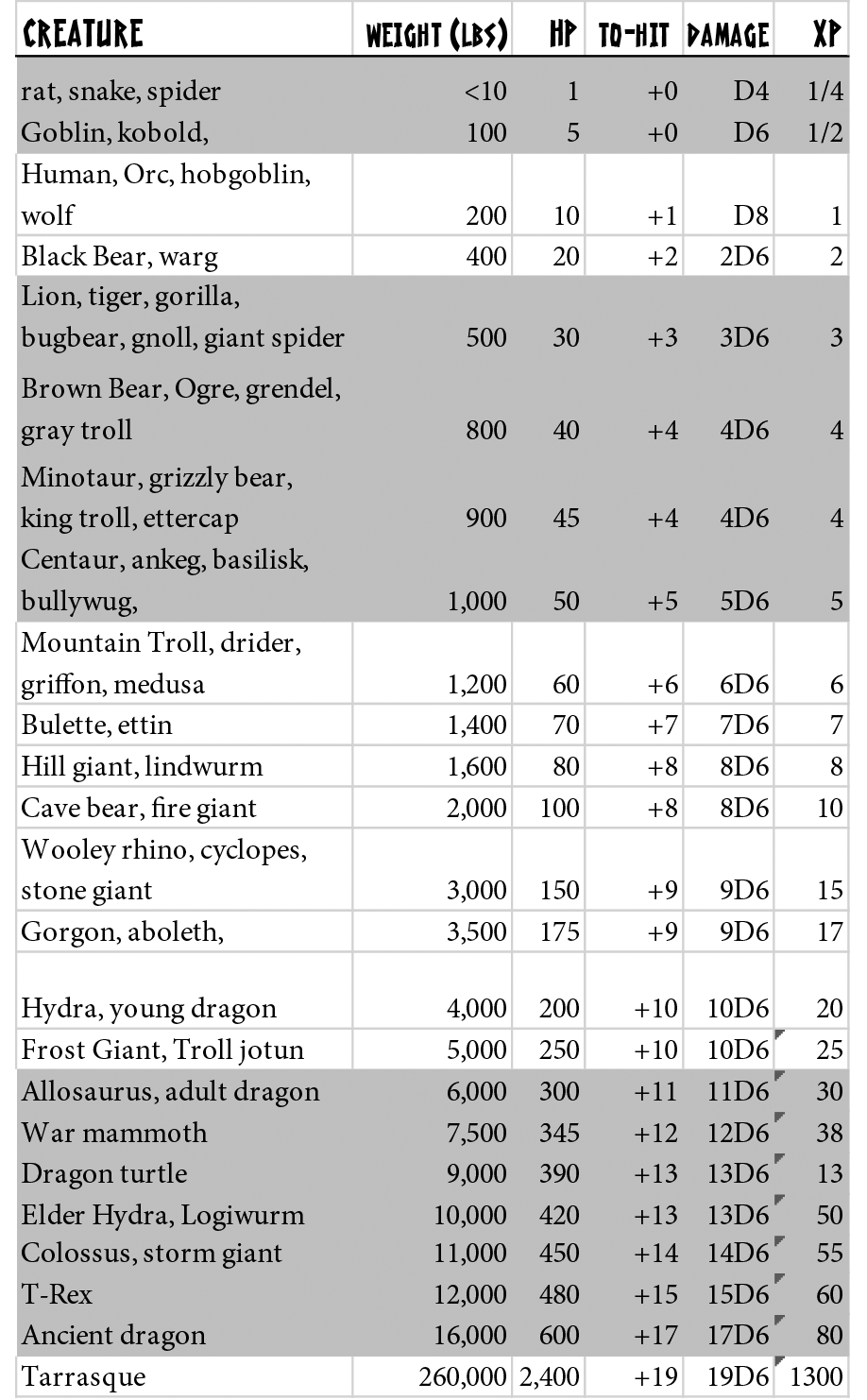
The following table is useful for the Game Master when building an encounter for the party. Rather than an exhaustive bestiary, creatures are grouped by weight, with their average Hit Points, To-Hit modifiers, and XP. To convert a monster from any other game, estimate its position on this chart by weight, and make a note of its Armor Class and any special abilities.
Use the To-Hit modifier to determine the number of dice to roll for damage. if a creature has a +1, then roll 1D (by weapon type). If a creature has +6, then roll 6D for damage. For example, a large Mountain Troll is wielding a two-handed sword (D12). He rolls his attacks with a +6 to-hit, and does 6D12 damage!
OPTIONAL To make a monster a bigger challenge, such as a “boss”, give it a boost by adding additional hit dice to increase it’s damage, and even an enchanted weapon. Turn a goblin into a goblin-shaman by adding 1-2 levels of Spellcaster!
Colossal creatures( above 6,000 lbs) Ignore AC —treat all attacks as Area of Effects: DC=To-Hit modifier of the creature, Save for 1/2 damage.
This is a set of 3Dprintable goblins that I just finished. They are bestial and vicious, covered in fur, with large teeth and claws. Their weapons and armor are scavenged scraps that they have collected from raiding,
Goblins combined foul and stinky substances from their caves–batshit, sulpher, ashes–accidentally discovered a crude gunpowder, and invented the goblin bomb! This goblin mother is the leader of her pack. She has a bomb in one claw, and a magic staff topped with a goat skull in the other.
There are 8 different goblins in this set. I have them available in resin on my shop, or you can also buy the files to print them yourself.
Playing D&D is great fun, and I have been adventuring with my friends for many years. We have always played the game around the table with just our character sheet, notes and dice. The DM might have a hand drawn map, but for the most part all encounters are just described in what is called the Theater-of-the-Mind style of play.
TotM can lead to confusion. “Wait, how many goblins are left?”, or “I said I was hiding behind the pillar!”, or the classic: “I didn’t ask you how big the room is–I cast Fireball!” Many of the rules in D&D are very tactical in nature. Players are aware how many feet they can move per turn, their weapon ranges, what the bonuses are for 1/2 or 3/4 cover, and are constantly peppering the DM with questions to clarify the described situation. Miniatures solve many of these issues.
With terrain and miniatures, it is very easy to see who is in the area of effect when the Fireball spell goes off. Miniatures provide clarity vs. chaos, save time and avoid unnecessary arguments.
Theater-of-the-mind may be great for most D&D encounters, and some players think that playing with minis will make the game feel too much like a boardgame. This is a valid. If the Dungeon Master gives a great description of the boss encounter, it can really come to life in the players imagination. However, what gets imagined is going to be slightly different for each player….
This party of gnome adventures is exploring the room, when behind them they hear the scrape of stone on stone…
The Dungeon Master says, “You turn and see a large mountain troll, with a stone axe”. As a player you may wonder what a mountain troll looks like, or how big it is relative to you; whether you should start running or draw your sword.
The DM says, “roll initiative” ominously, as he places the mountain troll mini onto the table. The players eyes go wide. They see it’s size. The immediate, visceral understanding of the threat is an “oh $#!%” moment.
Don’t just describe the threat. Make them feel it…
The moment you place that troll on the table, the game’s tension skyrockets. It is no longer an abstract concept; it’s a physical problem they need to solve. Miniatures are not mere game pieces, but are tools for creating sharper, more dramatic, and more memorable stories at your table.
These are all miniatures and terrain that I have sculpted, and are available in my shop
Maybe you are a “Theater of the Mind” player that has avoided using minis and terrain… Sometimes there just isn’t room on the table for terrain. I see very impressive 8′ long tables with thousands of dollars worth of Dwarven Forge tiles, and while it looks awesome, it just isn’t going to work for a group of players at the kitchen table.
While a dry-erase mat is a good compromise, it lacks the appeal of seeing your carefully painted minis in their natural setting–the Dungeon. I felt there was a need for something small and simple, that would allow the DM to quickly layout the map for a combat encounter or boss battle. That led me to creating these Basic Dungeon Blocks. You arrange them and stack them just like children’s toy blocks!
They are simple building blocks based on a 1″ cube. There is also a game mat made from 6″ tiles, so that you have a gridded surface to build and play on.
Using these building blocks, you can quickly layout the dimensions of the room or corridor. How many times have you had a player insist that they weren’t in the room when you asked their character to roll a saving throw? Having some terrain and minis avoids confusion and allows the DM to be clear with the obstacles that the characters are facing.
There are a variety of Blocks, stairs, arches, doorways (with working doors), pillars. Even curved blocks for building a sewer–Or a Dwarven Skatepark! And because they are based on 1″ cubes, they can also be used with ANY other terrain system (such as PuzzleLock Dungeon II) to customize an area.
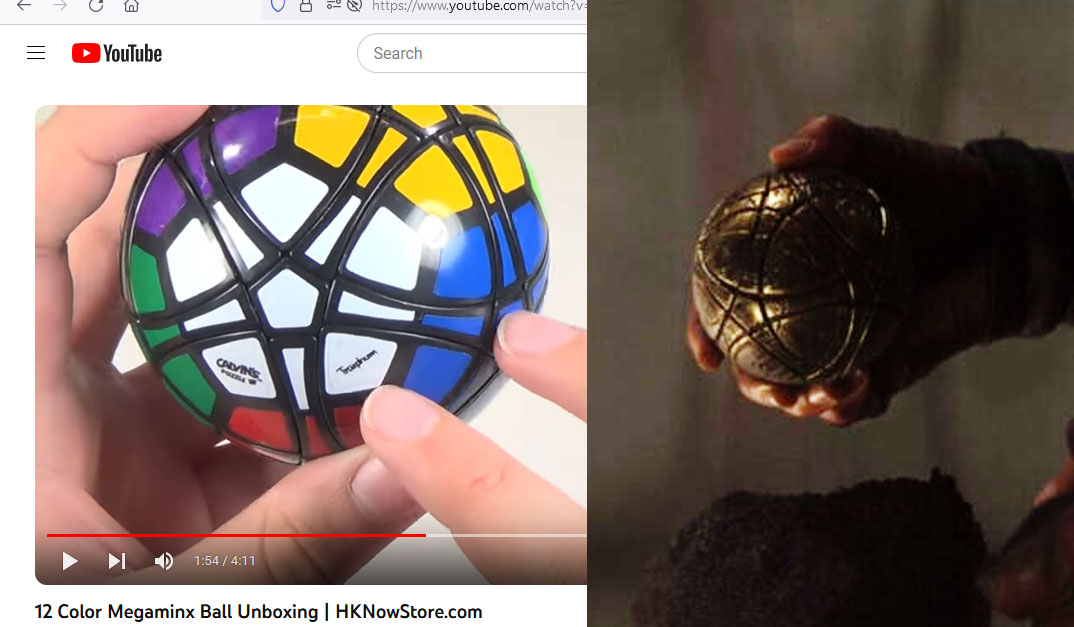
When I first saw the Ahsoka Star Wars show, I was fascinated with the Star Map prop. I thought it would be awesome as a 3Dprintable project. It turned out to be very challenging to engineer the pieces. there are 62 moving parts and 12 axis of rotation!
The prop in the Ahsoka TV show seemed to be a repurposed Megaminx puzzle with engraved star map. I couldn’t find a Megaminx ball (it looks like it was last manufactured in 2008), so I had to figure out how to interlock the shapes as well as how to make it work.
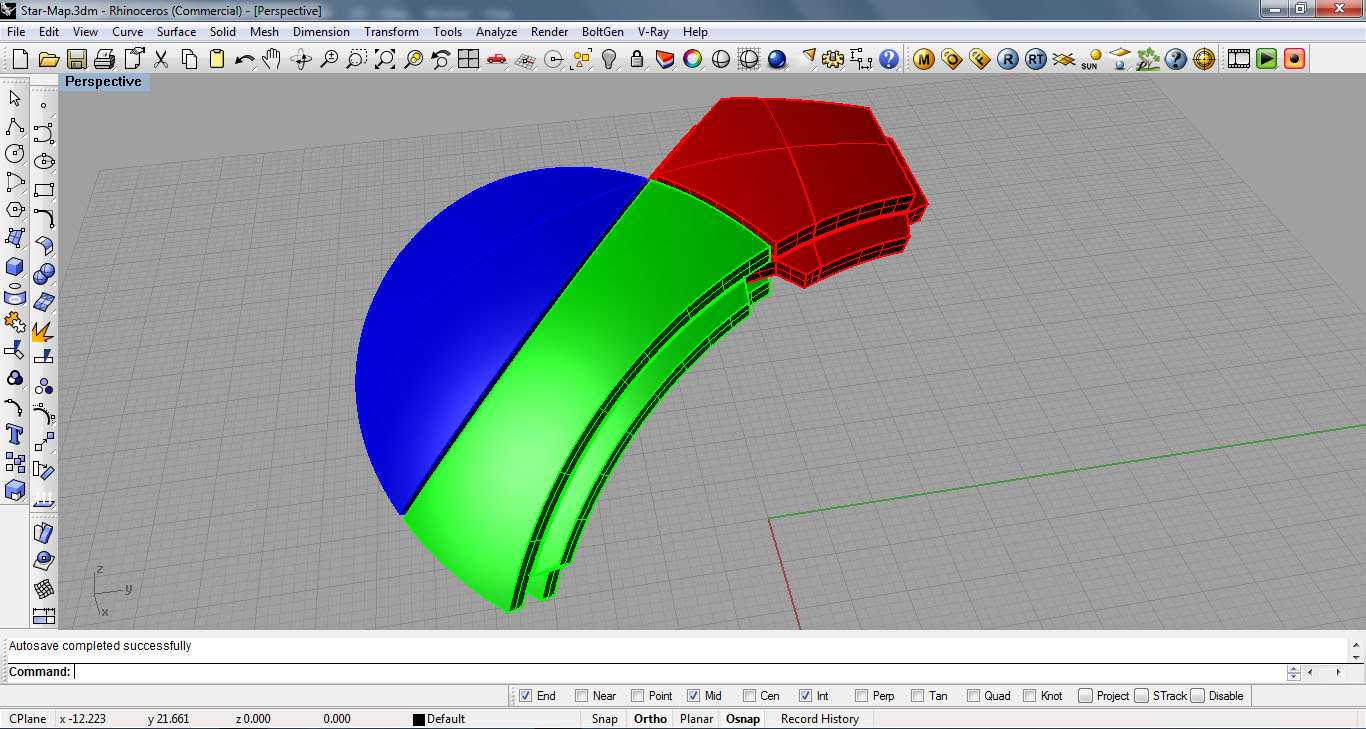
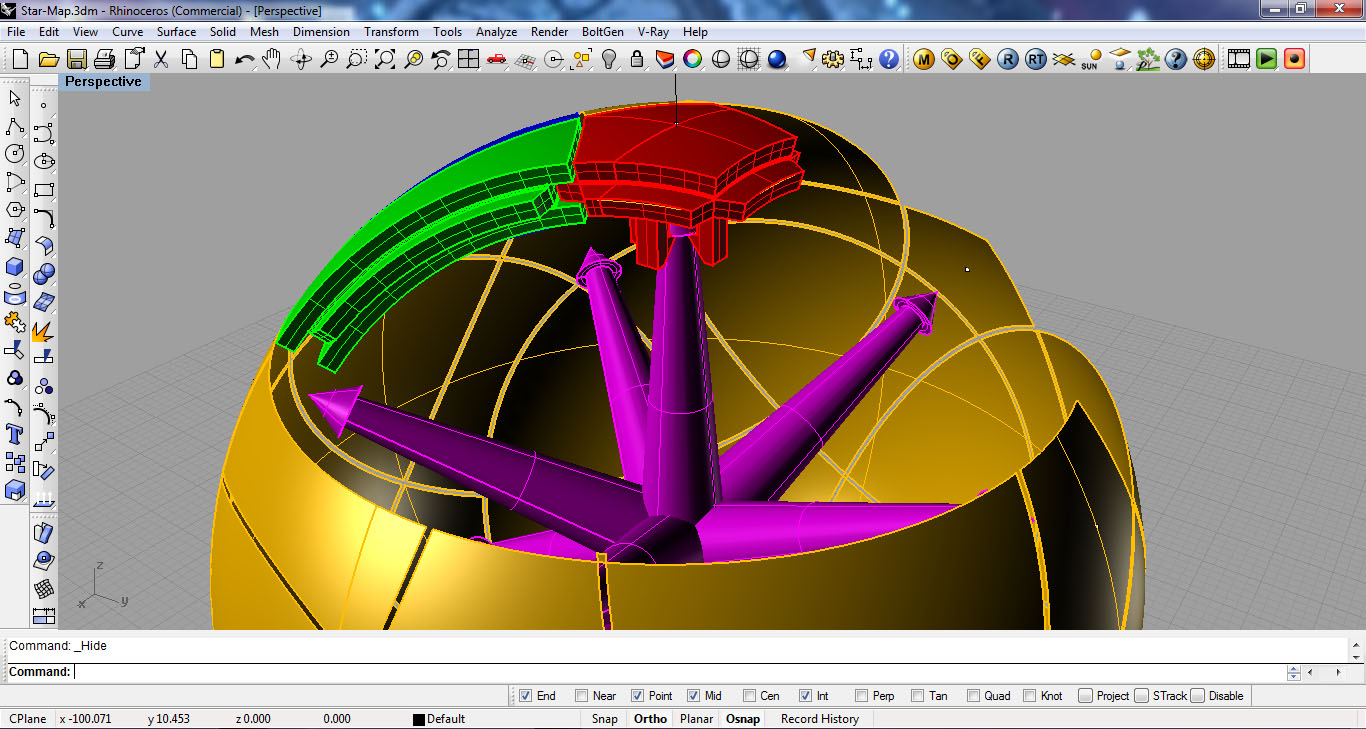
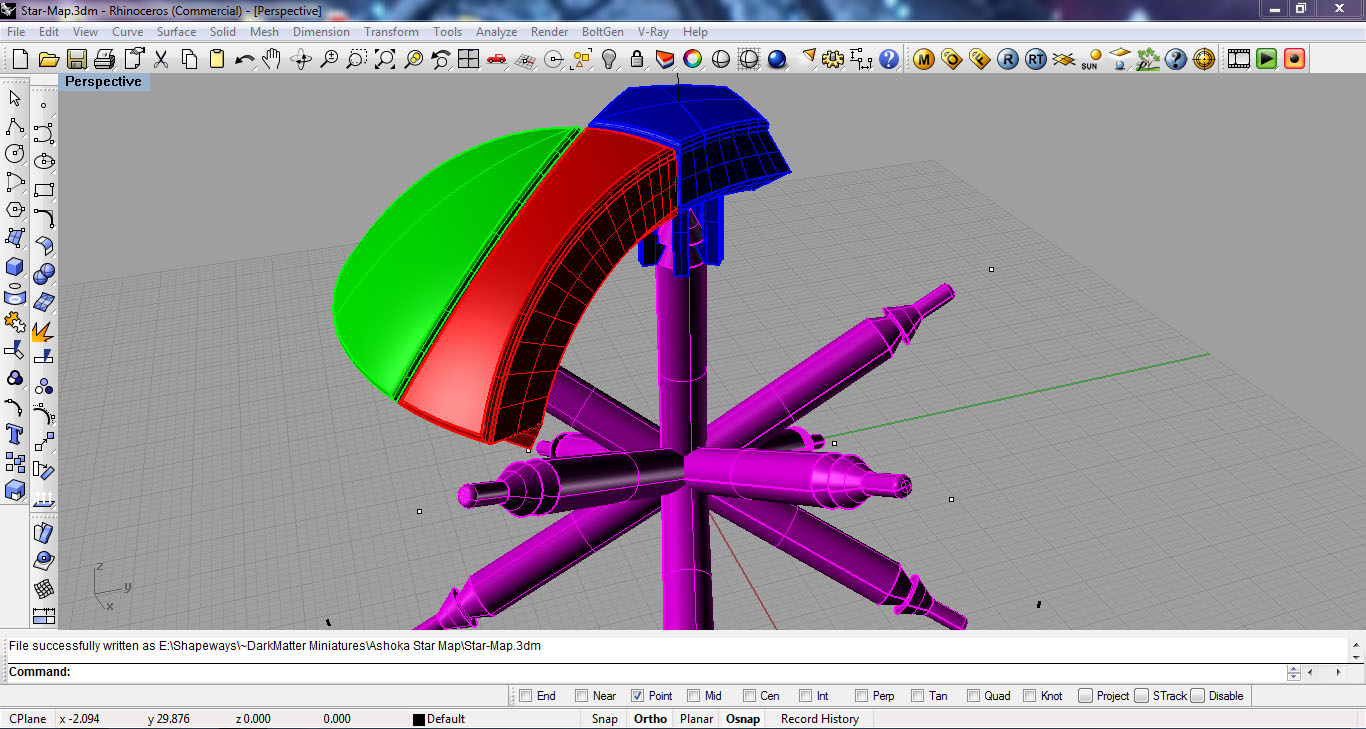
I started in Rhino with an 80mm sphere. The main pieces are just 3 parts, arrayed around the puzzle. The 5-sided shape is the cap at the axis of rotation. I called the 3-sided shape a “petal” and the 4-sided shape the “rib”.
My first iteration fit together, but wouldn’t spin or slide… so I ended up tweaking and revising until I got a version that would work.
Once I had printed a version that would work, I had to figure out how to draw the star map. Rhino only had a limited ability to draw a curve on the surface, so I had to draw a curve interpolated on the surface and then snap to the points on that curve to draw spheres that I could intersect to create the circles on the main sphere.
I piped a tube around those circular curves to create geometry that I could boolean subtract from the final pieces. Such a boolean operation would easily crash my computer in Rhino, so my plan was to export all of the geometry into ZBrush and use the Live Boolean feature.
From the Umesh results, I first autogrouped the parts and gave it a name before splitting it to subtools. this gave me each piece as a separate subtool, named sequentially. Then I used the 3Dprint Exporter to save as STL using the subtool names!
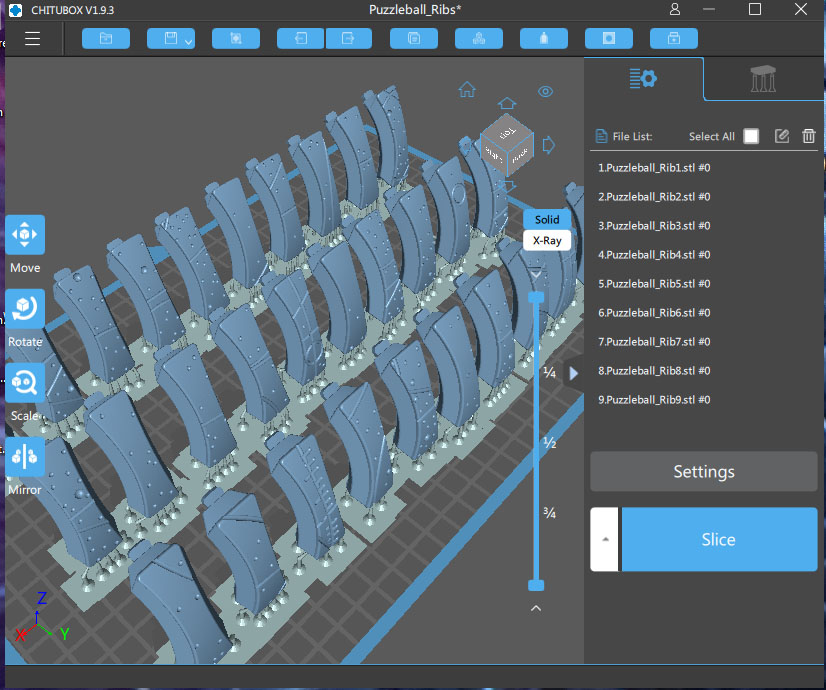
In Chitubox I created a separate project for each type of piece: Axis, Caps, Petals and Ribs. I 3Dprinted all of the pieces in ABS resin. I also saved the Chitubox projects with all of the supports, so that I could include the pre-supported files along with the STL files. Since all of the files exported in their final orientation on the model, they had to be rotated and positioned on the build plate–I didn’t want to make the customer have to do all of that!
Here is a video of how to assemble. I used some graphite lubricant (it is a very fine black powder) on a Q-Tip to swab the v-shaped notches on the Petals and Ribs, so that they would slide more freely.
I’m very happy with how it turned out! It works! all of the 62 moving parts slide and rotate just like the one in the show!
If you would like to 3Dprint this project, the files are available here on Cults3D.
For 3Dprintable files of my work, I have decided to sell the exclusively on Cults3D. I have been on there since they first started, and I think that it is the best platform.
Here are some facts about Cults, from their website:
Created in 2014, Cults is the 1st independent platform in the 3D printable files market (we do not belong to a group).
Today, we have 11.1 million international makers members registered on our platform.
We welcome more than 5,000 new members every day.
The platform currently hosts 2.07 million printable designs and a community of 176 thousand designers specialized in 3D printing.
Our platform is visited more than 200,000 times per day and we have an audience of 7.3 millions visits per month.
We have 55.4 millions page views per month and 3.2 millions unique visitors.
We are translated into 7 languages: English, German, Spanish, French, Brazilian Portuguese, Russian, and Simplified Chinese.
The geographic breakdown is as follows: 50% Europe – 40% America – 10% Asia & Oceania.
I have tried other platforms, like DriveThruRPG and MyMiniFactory, but they do not have the same reach and visibility as Cults, and it just made sense to me to have all of my STL files in one location.
STL files are used to 3Dprint miniatures and terrain at home on a personal 3Dprinter. For physical minis and figurines, those are available from my Etsy Shop.
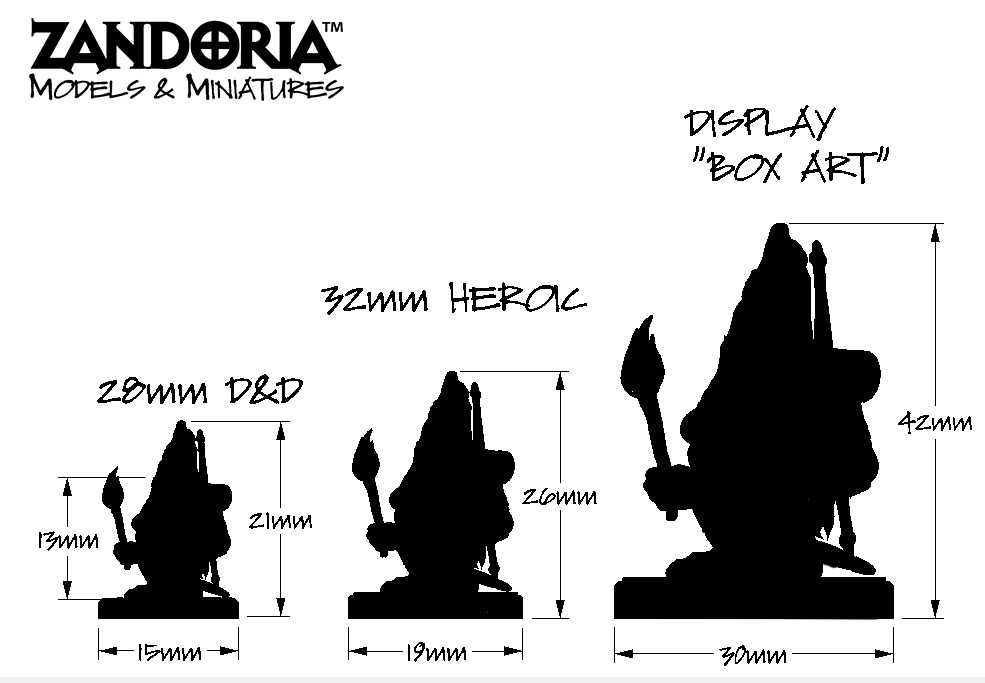
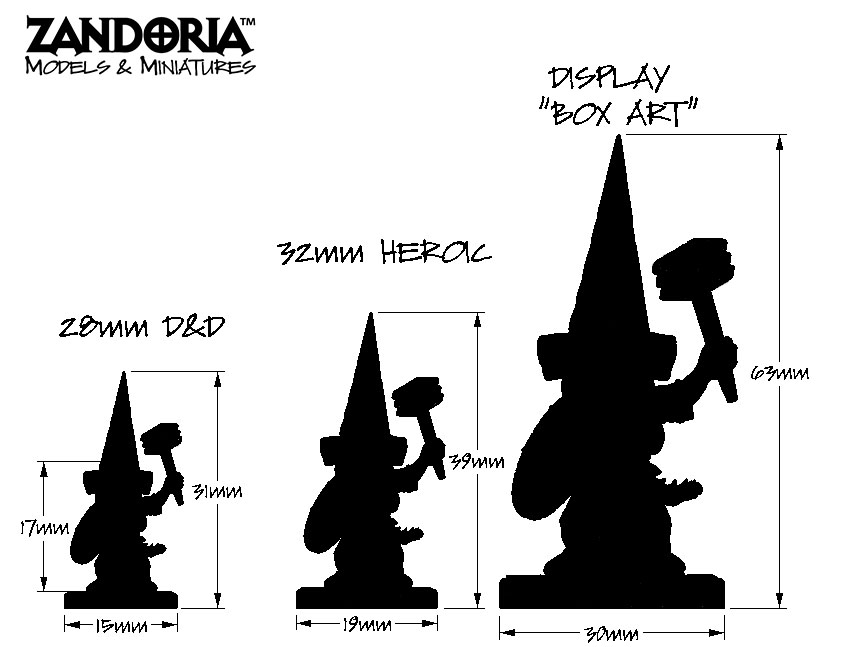
I’ve added these dimensioned drawings to all of the miniatures in my shop, because there can be a lot of confusion about scale when it comes to miniatures.
D&D is nominally 28mm scale, but what does that mean when it comes to miniature gnomes? The grid for D&D is 1″ squares, and each square represents 5′ (60 inches). So the actual scale is 1:60.
A 6′ tall (72″) human would be 1.2 inches (30.5mm) at this scale. Because of the history of wargaming, some people would measure from the bottom of the foot to the eyeline (ignoring hats and helmets) and see that is was around 28mm, while others might measure the whole figure and see it around 32mm…However, the true scale for the game is still 1:60
A Gnome is only around 3′ tall in D&D, and a Gonk Gnome maybe 2′-3′ which will mean that they are a lot shorter than a human. At 1:60 scale, a gnome might stand between 15-18mm tall (not including his cap)! A Gonk would be a little shorter, about 12-15mm without a cap.
Now what gets confusing is the “Scale creep” where the miniatures started getting bigger, and called “28mm Heroic”–which itself is not actually any scale! and then the oversized minis started to be called 32mm scale. And since the advent of 3Dprinting, the sizes of the minis has gotten all over the place!
This is the reason for the dimensions in my shop. The 28mm D&D is the default, which is true to 1:60 scale to match the grid. I am also selling the 32mm Heroic size (which is 125% of the original), and a Display/”Box Art” size which is 200% of the original–This is for miniature painters, and collectors who want to be able to see more details, rather than for playing the game.
A Gnome is a mythological creature: A small, ageless dwarf in European folklore who lives underground and guards treasure. The 16th-century Swiss alchemist Paracelsus popularized the term, describing gnomes as able to move through solid earth like fish in water. They are known as Nisse or Tomte in Scandinavian folklore, where their long beards and pointed caps originates. They were also guardians of the home and farm, and popularized as Garden Gnomes in the 18th century. The modern style of “Gonk” Gnome, used as a home decoration, is essentially all beard with only a nose and large cap–They may get their name from a novelty toy from the 1960’s called a Gonk.
As Fantasy characters in Dungeons & Dragons and other TTRPGs, Gnomes are very popular. They are of small size, generally around 2′ tall. They are surprisingly strong for their size, at least as strong as a full-grown man! Because of their connection to nature, gnomes are often Druids or Rangers, but may be any Class.
A Gonk is a subspecies of Gnome. They are a little shorter in proportion, and covered in fur. Gonks are are a more feral wild version of their taller kin, and live underground in burrows. They have a natural ability to shape-shift, which leads to some remnant animal traits in their appearance. Some Gonks even have tails!
Gnomes wear tall cone-shaped felt caps, and take great pride in them. You can tell a lot about a gnome and his social status by the height of his cap. Caps are often embroidered and ornamented as well. Gnome warriors wear tall pointed helmets, which can also act as dangerous spikes to deter the big stompy feet of Trolls. Gonks also wear caps, and usually wear them pulled down to their nose to protect their sensitive eyes.
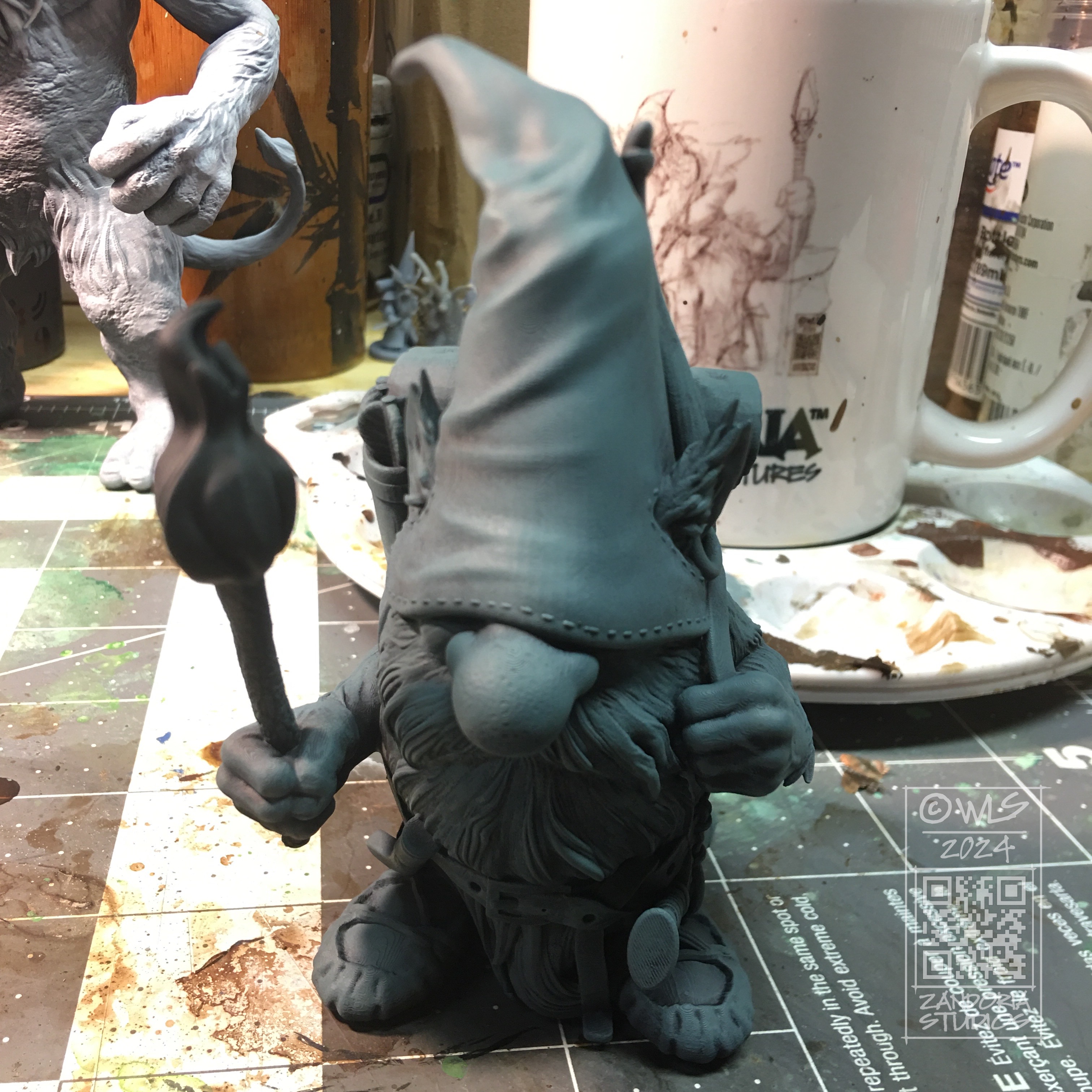
When I painted my PuzzleLock Dungeon, I simulated torchlight with drybrushed oranges and yellows. In the same way, I wanted to give a “dungeon vibe” to these minis by painting an undercoat to simulate torchlight. This is a variation on zenithal highlighting.
Starting with a black primer over the entire mini, then came back with a blue-gray ambient light which is drybrushed on top. Since the idea is to give it an ambient occlusion, I payed attention to the angle of my brush, leaving the underside and recessed areas black.
Next I used some oranges to start simulating the torchlight. I chose one side/direction for the mini which would be accented with torchlight, and carefully drybrushed the areas that would be hit by this light. Using the handle of the brush as the direction of the light, I was able to see where the light would hit, and where it would falloff.
I started with a pretty deep orange, and then added a little yellow to it as I went back over the areas that would be closest to the light. When I painted the actual torch, I went another shade lighter by adding more yellow, and finally white.
Here I’ve repeated the same steps on a larger figurine
I painted the colors in thin layers, allowing the underneath colors to influence it. The only place the color is almost the pure hue is on the bright side closest to the torchlight. The colors on the far side end up a bit muted and darker.
I used a wash of Army Painter Soft Tone over the paint job, which darkened the colors even more in the recessed areas.
Overall I am happy with the way it turned out. Even the minis not carrying a torch have one side accented with the torchlight, and they all fit together naturally as the under painted lighting ties them all together.
Give this a try on your next group of adventurers! Let me know what you think in the comments.
These minis and figurines are available in my Etsy shop. If you would like to 3Dprint them yourself, the STL files are available at Cults3D.