They stack just like children’s blocks, and are hours of fun! You can even play D&D!
The idea for this is pretty simple. Building blocks for tabletop terrain, with stone textures on all sides. Since most Dungeon Masters don’t build elaborate terrain for their games, I wanted to create something better than just marking out the terrain with a dry erase marker, but not as complicated or expensive as buying Dwarven Forge tiles. The DMs that I know either use only theater-of-the-mind or will use minis only for a tactical combat.
dungeon blocks
Another question that I’ve heard from people interested in using terrain is,”how do you store it?” Huge sets of interlocking tiles can be bulky and difficult to transport–I wanted to make a Dungeon in a box. You can fit all of your Dungeon Blocks in a small box (or treasure chest) that is easy to bring to the game!
There are only 10 basic pieces. All 3Dprintable, so that you can make as many as you want. They are all based on a 1″ grid, so they are perfect for Dungeons & Dragons or any other tabletop RPG.
The “Stair Jack” is a small platform for miniatures, which fits the tread pattern of the steps. It will let you place a mini anywhere on the stairs.
The Stair Jack is a platform for miniatures to place anywhere on the stairs!
The “G” is silent….like the gninja! These are the Gninja of the Black Cap Clan–a deadly trio of gnome ninjas.
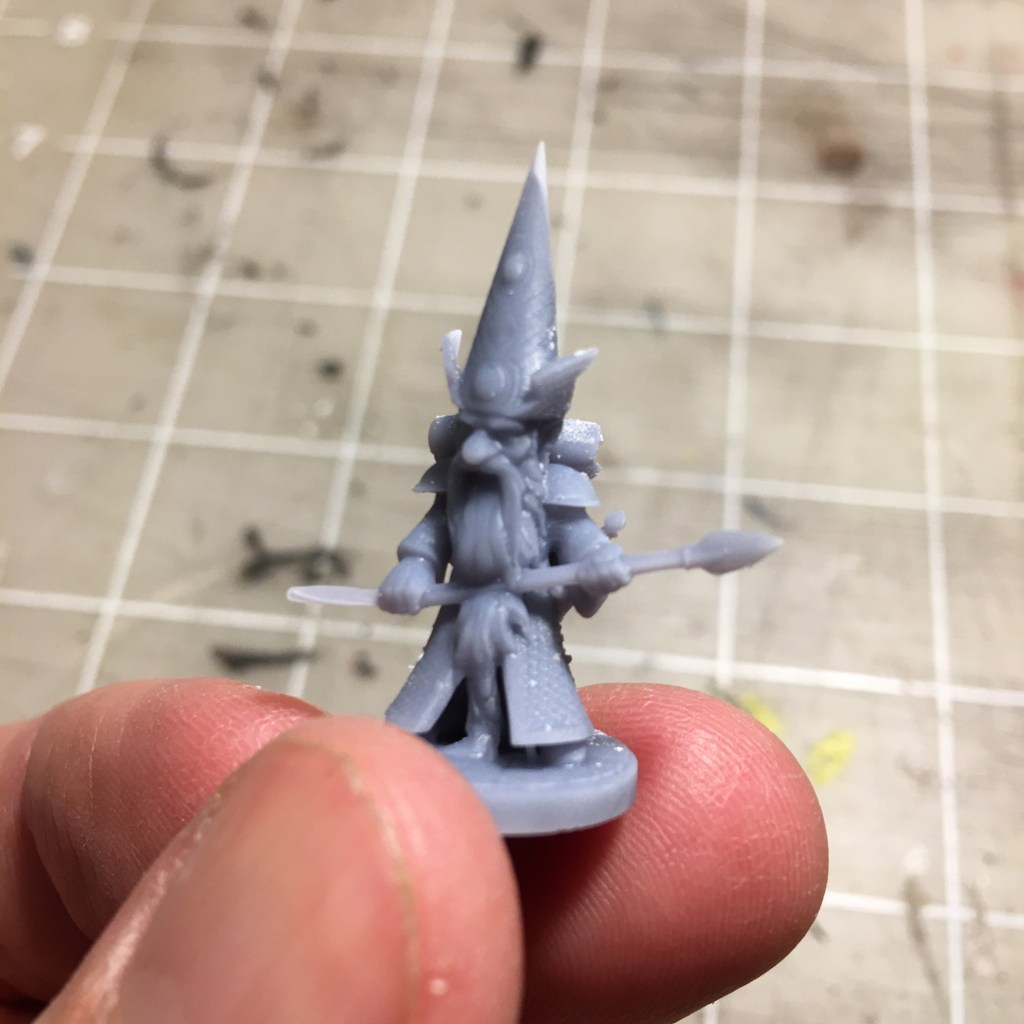
This was just a fun little gnome sculpting project. with an Asian theme. The models are printed on a SparkmakerFHD. I was happy to see that all of the tiny details printed well!
I had this idea that I thought would look pretty cool: Gnomes for D&D, bust sculpted in the style of Garden Gnomes! Where they typically have a pointed cap, I would keep that shape, but make it a pointed helmet. This was a series of sketches that I made the next morning when I woke up with the idea…
Gnome with “meat tenderizer” mace!28mm scale miniGarden-sized!
After I sculpted a few, I decided to make a “Garden-Sized” version for the yard! The mini is printed on my SparkmakerFHD and the big version on my Ender3.
more gnomes and test prints
I am sculpting some more for my Patreon for next month, but if you would like to get these you can buy on Cults3D:
One of the most intimidating things for new users about 3Dprinting resin miniatures is adding supports. But actually it is pretty simple!
There has been a few requests on Facebook groups that artist should provide the models pre-supported, but I will try to explain why that is not a good idea and demystify the process….
Chitubox slicer
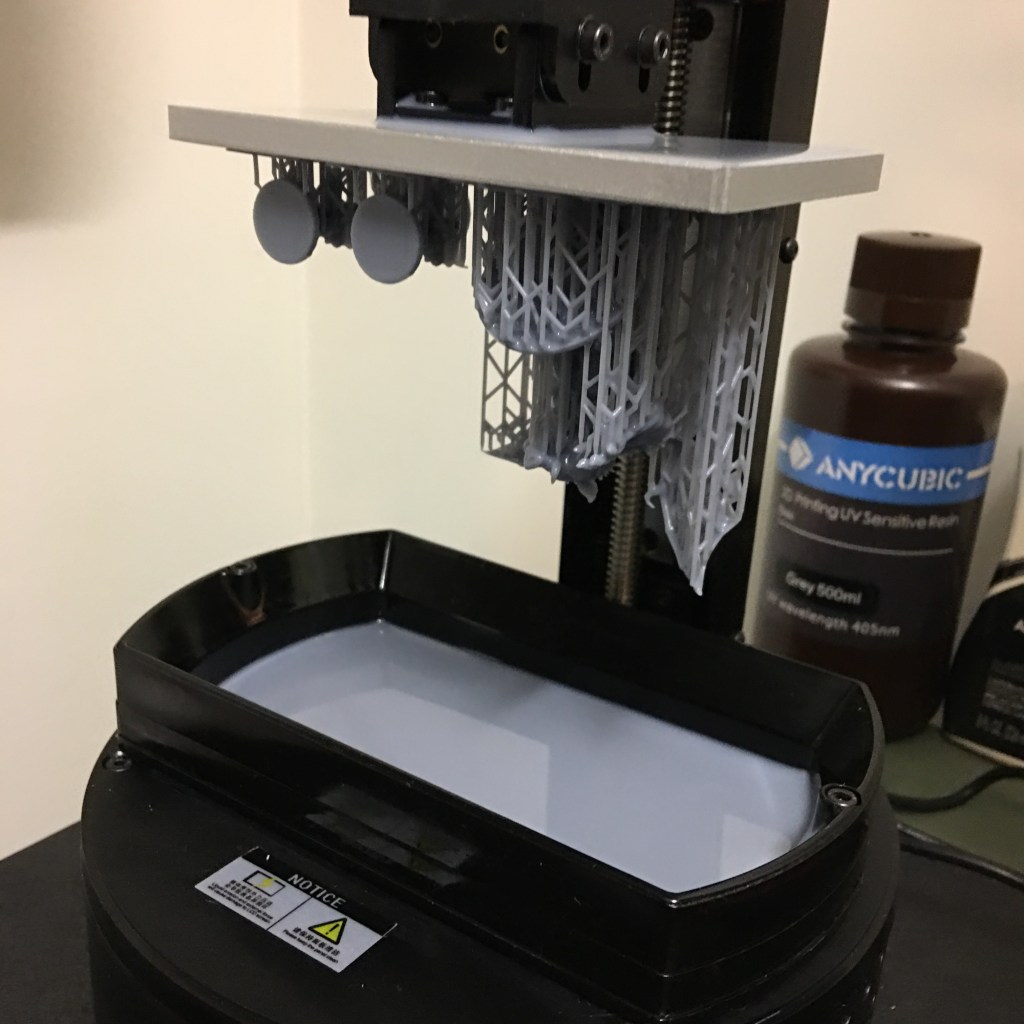
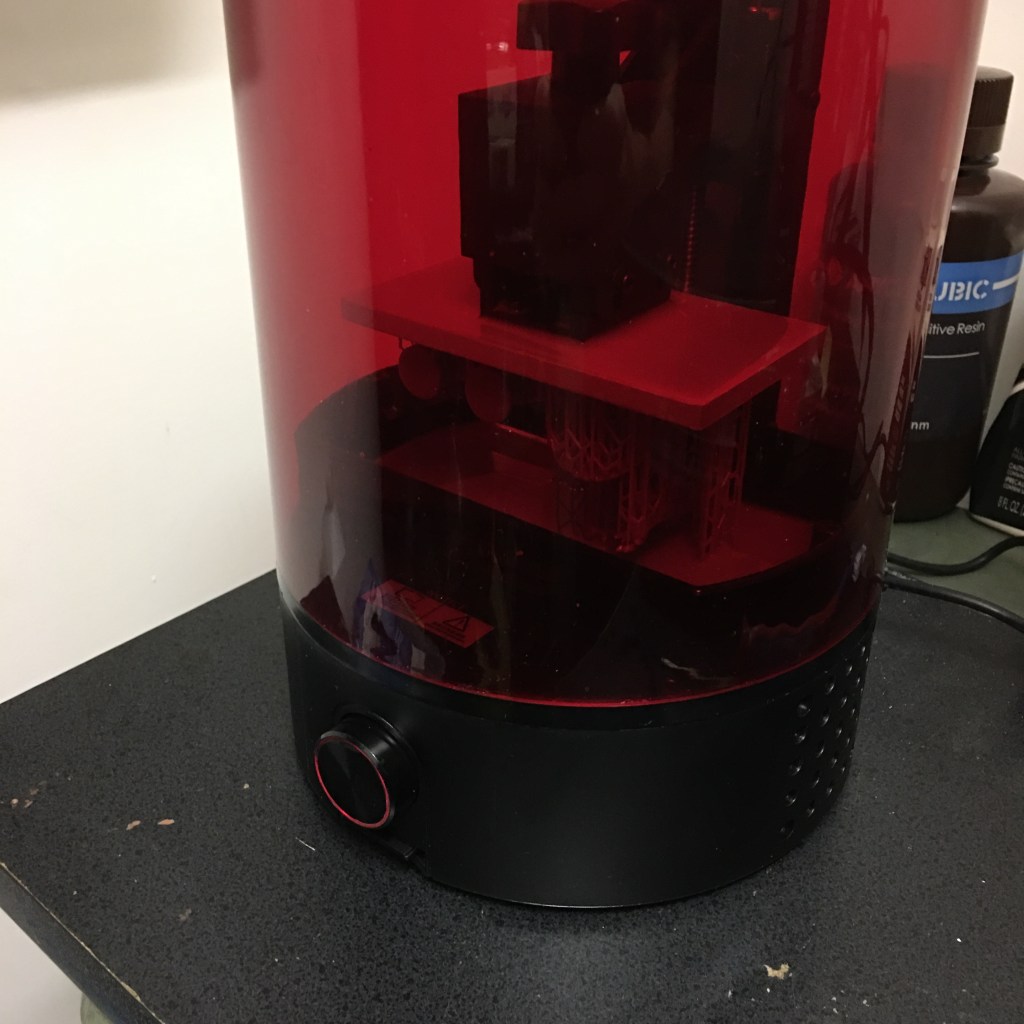
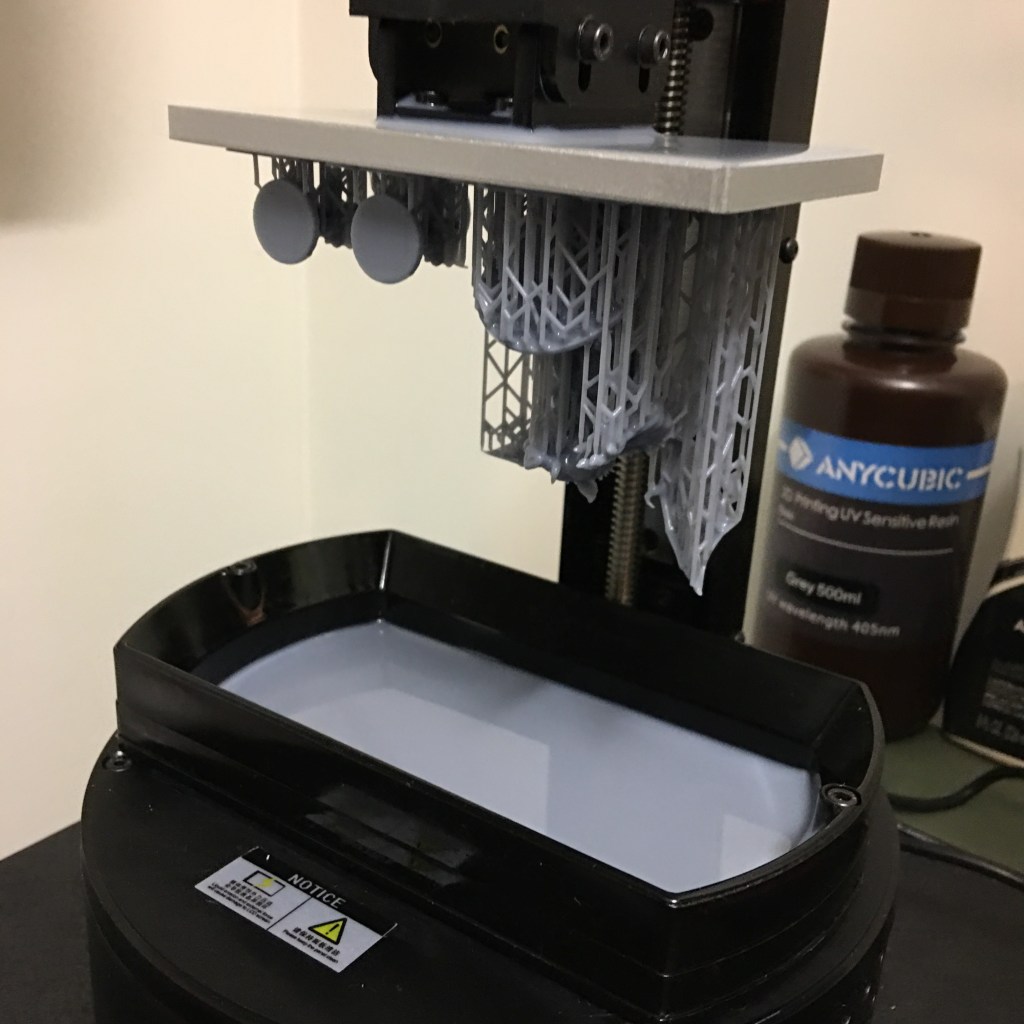
When you are 3Dprinting in resin, the model is printed upside down. The build platform dips into a vat of UV light sensitive resin, and the layers are exposed from underneath.
SparkmakerFHD
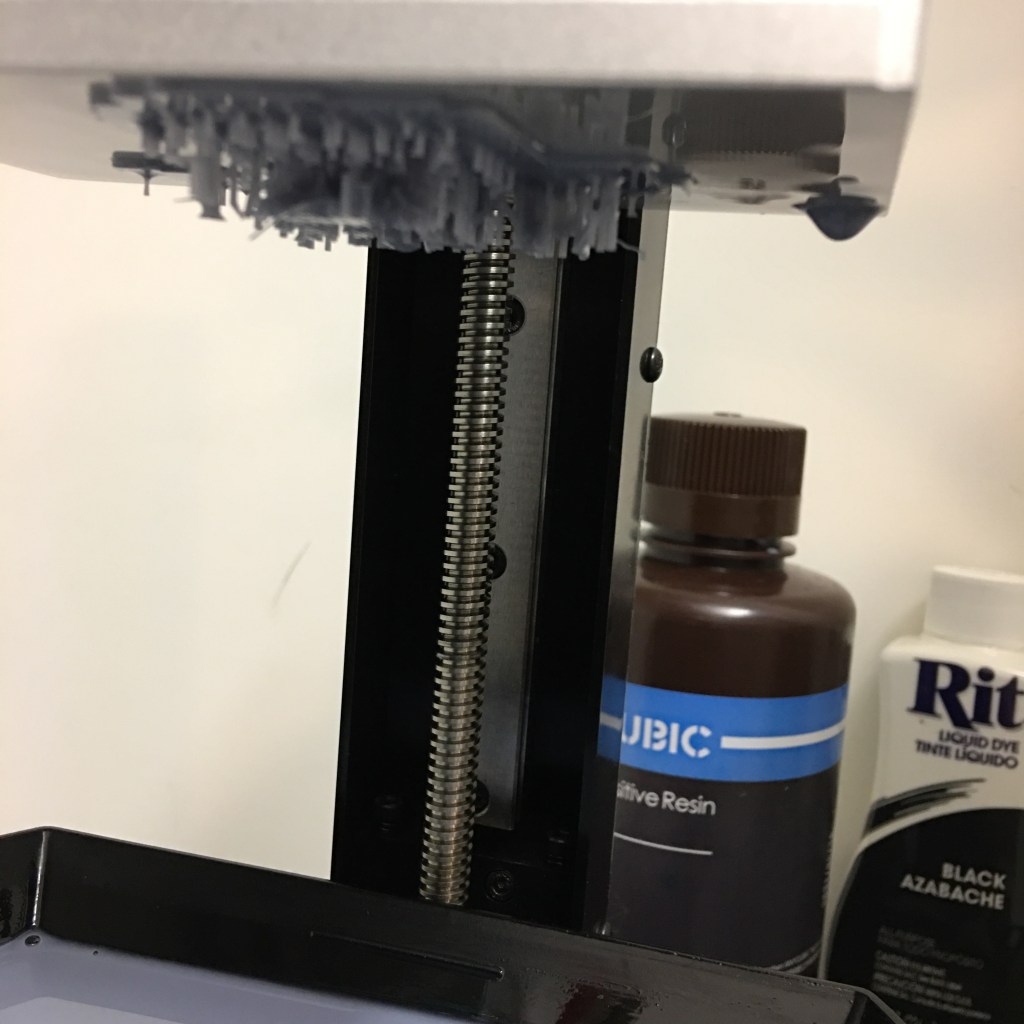
Printer cover removed
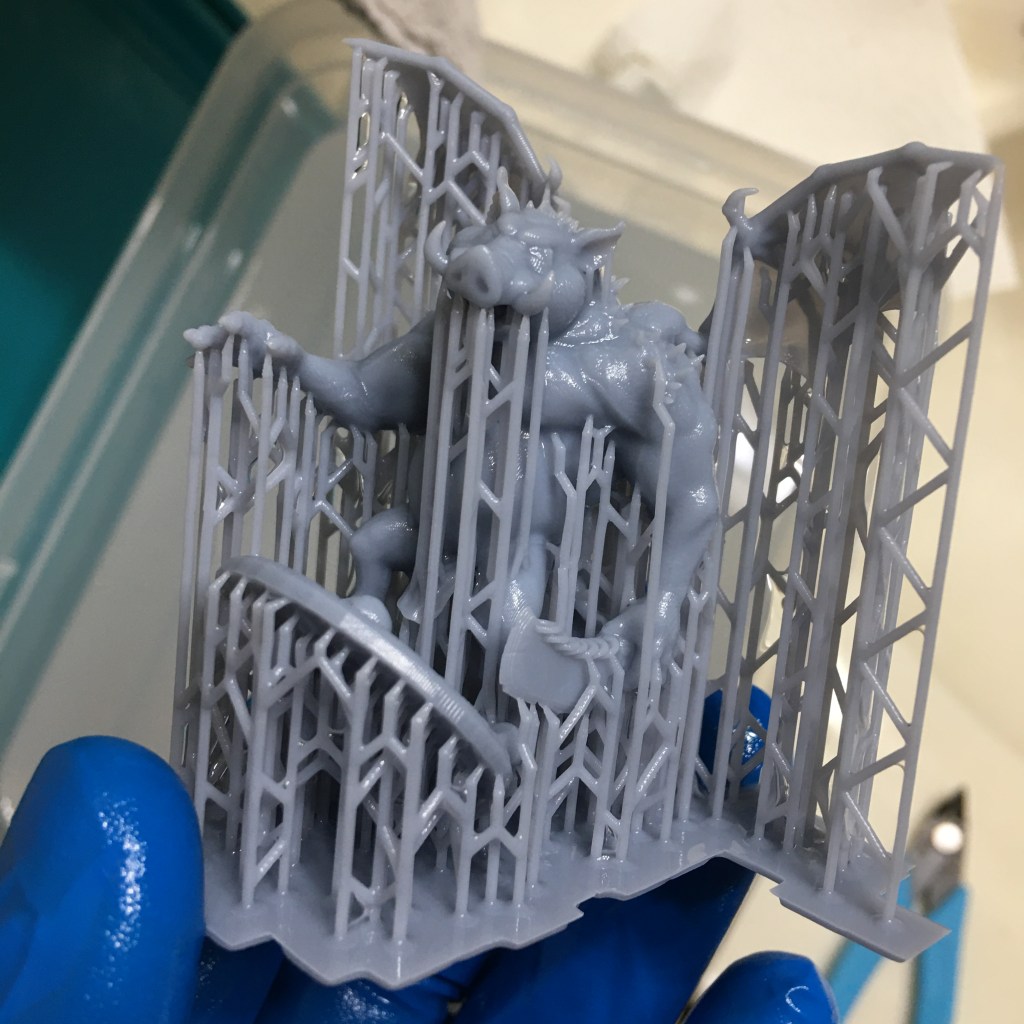
supports still attached
After supports are removed
So the trick with supports is to keep them small enough that they are easy to remove (usually with tweezers), but strong enough that they don’t break during the lifting process between layers.
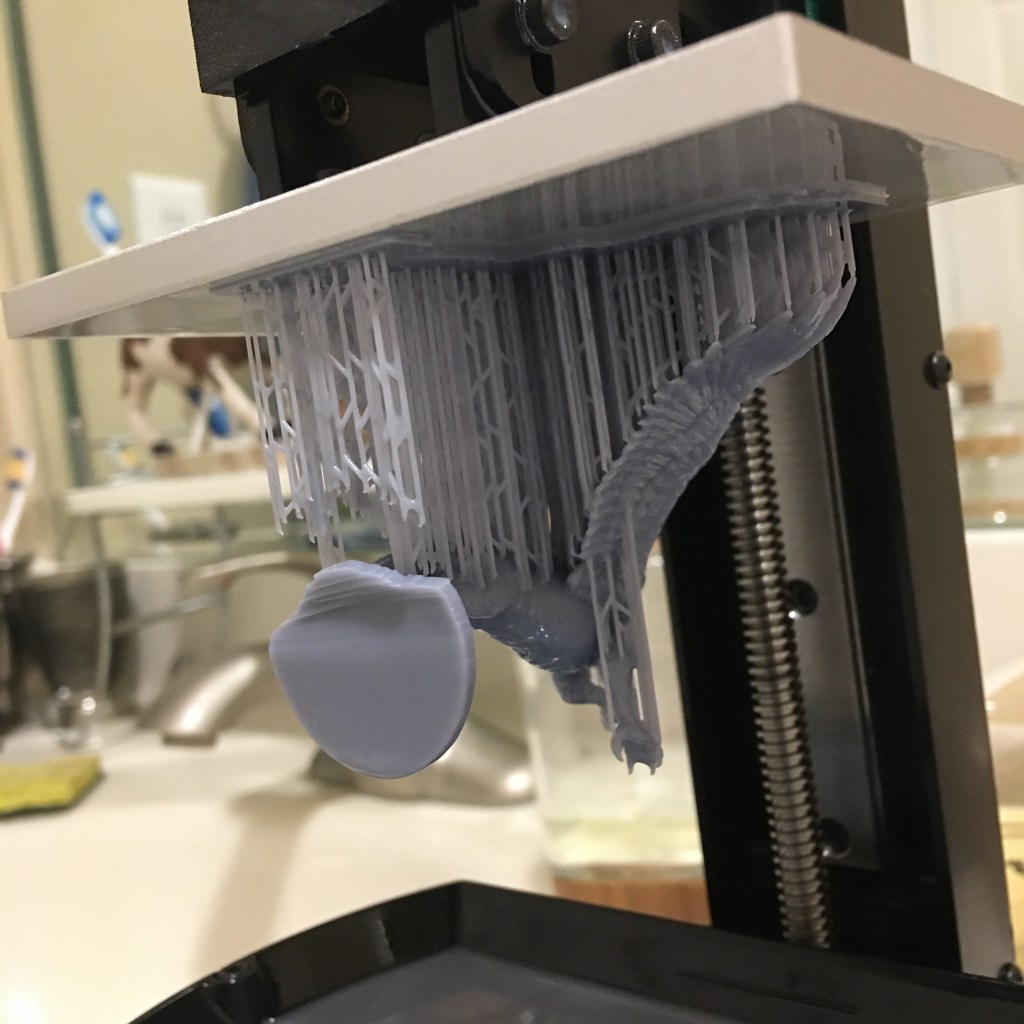
If the supports don’t hold, you may find the build plate with only supports, while your miniature is just a silhouette at the bottom of the vat of resin!
A failed print!
The first thing that you may think is that the supports are too thin, and that you should use medium or heavy supports, but that is not the problem…
The reason that the support failed is the exposure setting!
The default exposure for this printer is 8 seconds/layer. But on the bottom layers on the build plate it is much higher–that is why the support raft is successfully printed, while the model was dropped. The resin was not cured enough to pull the next layer off of the FEP film (at the bottom of the vat).
Not all printers and not all resins have the same exposure settings. In this case I was using Anycubic Grey resin with a SparkmakerFHD. The default settings for exposure are calibrated to the resins that are formulated for it.
I found a table online for Anycubic resins with the proper exposure settings, and changed that setting in the Chitubox slicer.
14 seconds/layer
16 seconds/layer
Partial failure on the left example was fixed by increasing the exposure/layer
In this example, the supports are the same. But the successful print on the right had two more seconds of exposure per layer. That made the supports strong enough to hold on to the model.
Editing “Auto Supports”
“Dex” miniature after running “auto supports”
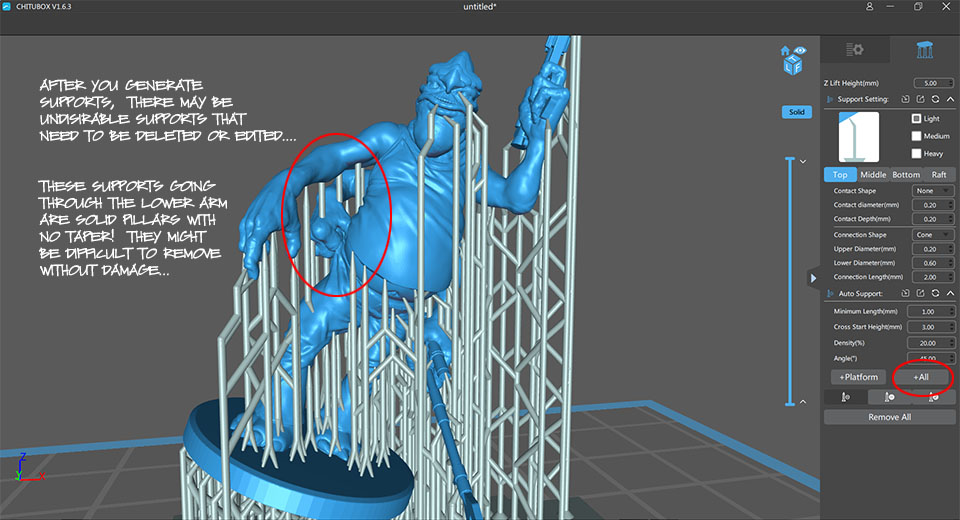
Adding supports is as easy as one-click! But after Chitubox generates supports, you need to look at the result to see if you like it. There could be areas that still require support or there may be supports that are not needed.
Though I have set this to Light Supports, I have modified the diameter of the supports to be even smaller… The default diameter is .8mm with .3mm contacts. This is still too heavy for 28mm miniatures, so I have been experimenting with .6 (or .5) diameter with .2 contacts!
These “auto” supports between the arms are going to be hard to remove…
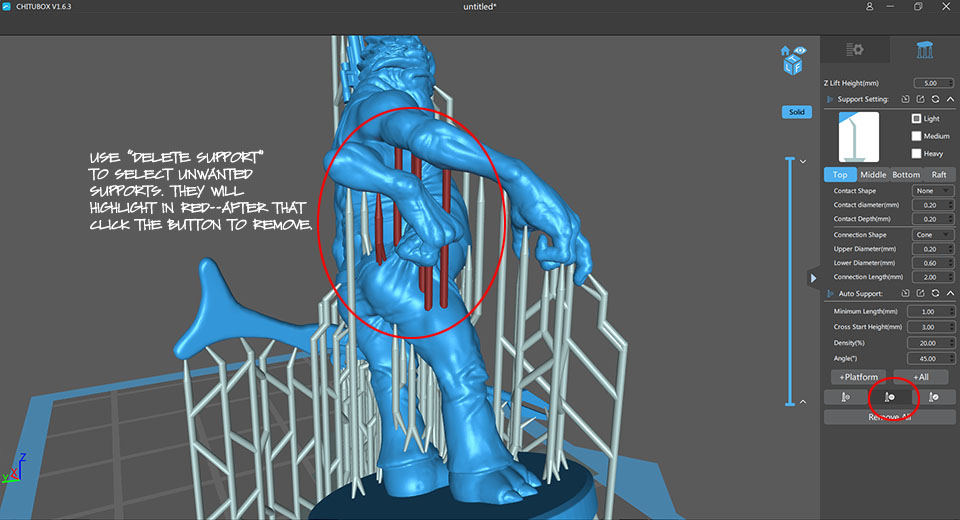
There are some heavy pillars running between the arms in this example. for some reason, there is no taper, and they are going to be difficult to remove without damaging the miniature… So, I have selected the removesupport button and selected them–clicking the button again removes them.
Using Add and Edit Support to add additional supports
After deleting the supports that I didn’t like, I used the Add button to create some new ones. If you only click the same spot, it will give you the same result as Auto… Instead, Add the new support to an existing support pillar–then use Edit support to drag it to a new spot, adjust the height, and drag the tip to a new target!
miniature after removing from build plateMiniatures with supports removed
With this delicate balance between resins, support diameters and exposure settings, calibrating your printer requires a few experiments to get it “just right”. But once you have figured it out, supporting a model is very simple.
Miniatures printed at different scales
Here is an example of a miniature printed at different scales. One size is for tabletop play, and the other is for display. If the model were pre-supported, the supports would be much thicker and heavier when scaled up! In my opinion, it is better to scale the model and support it in your slicer. It also gives you the freedom to print with FDM or SLA style printers.
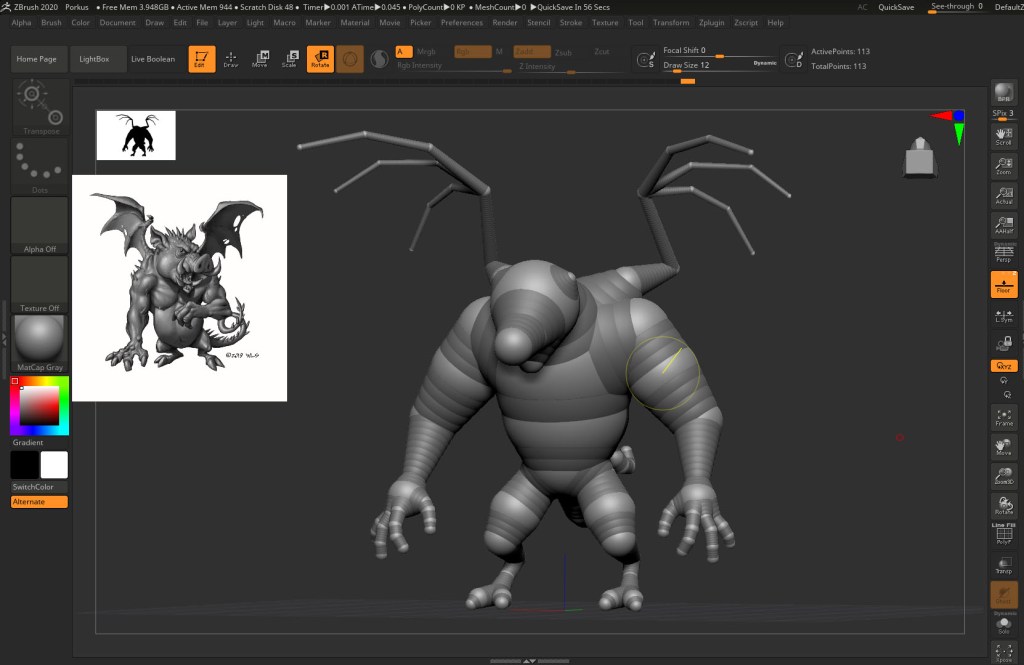
This is a new mini that I sculpted last month for my Patreon. I had done the illustration as an “art test” for Wyrd Miniatures, and later decided that I would sculpt it too, as it would make an awesome mini for D&D–especially with Descent into Avernus campaign setting.
The name “Porkus” was a little nod to the Demon-Prince “Orcus” which was a big villian in AD&D when I was a teenager… I started with a ZSphere armature in ZBrush2020 and sculpted the model, giving him a meat cleaver as a weapon.
After finishing the model, I 3Dprinted it on a SparkmakerFHD resin printer. Which is a type of printer that I talked about in an earlier post.
The process of cleaning up a 3dprinted miniature
turntable animation
The model is available to all patrons, but if you would like to print it for your campaign, the .STL file is available for $5 on Cults3D