Orienting for part strength in 3D Printing

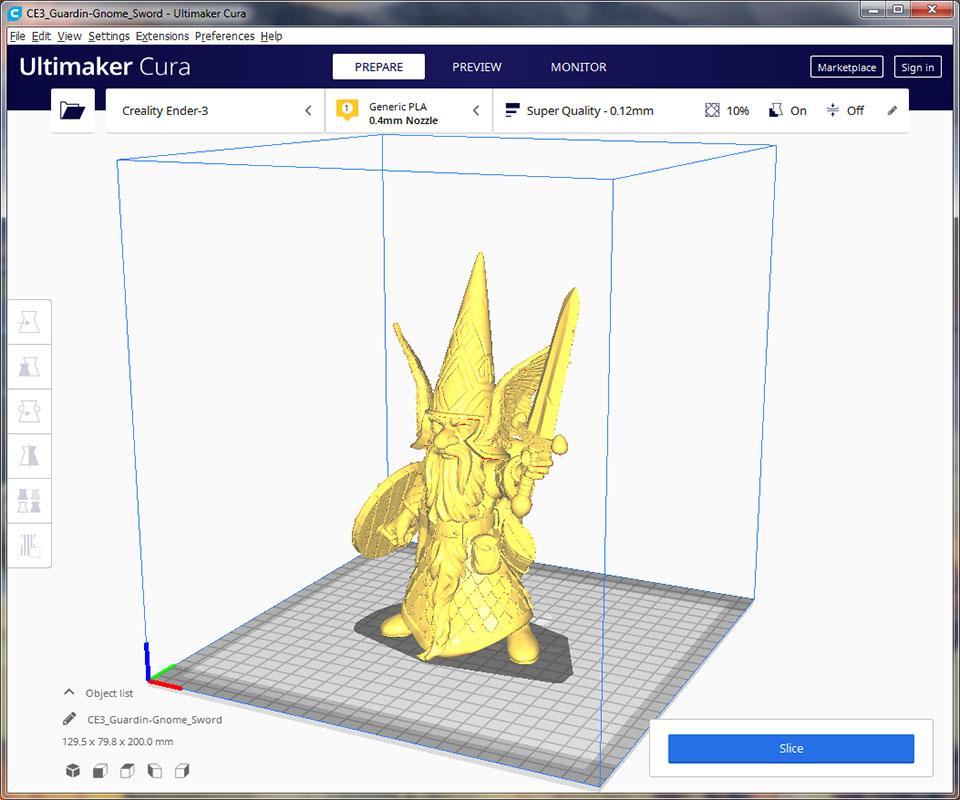
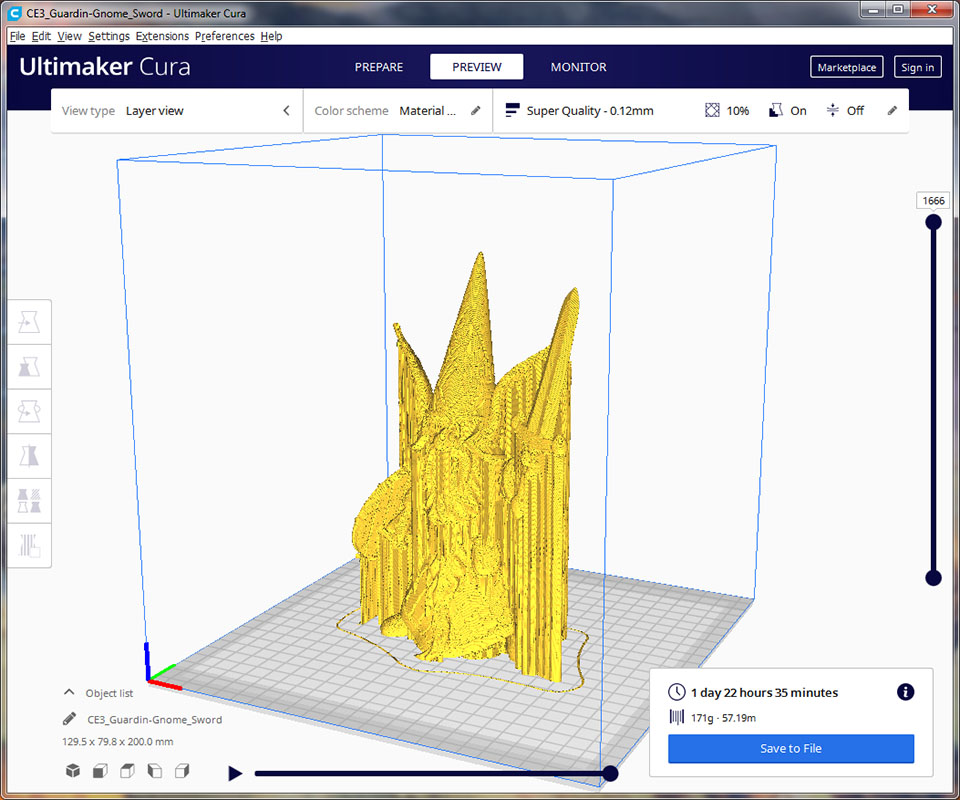
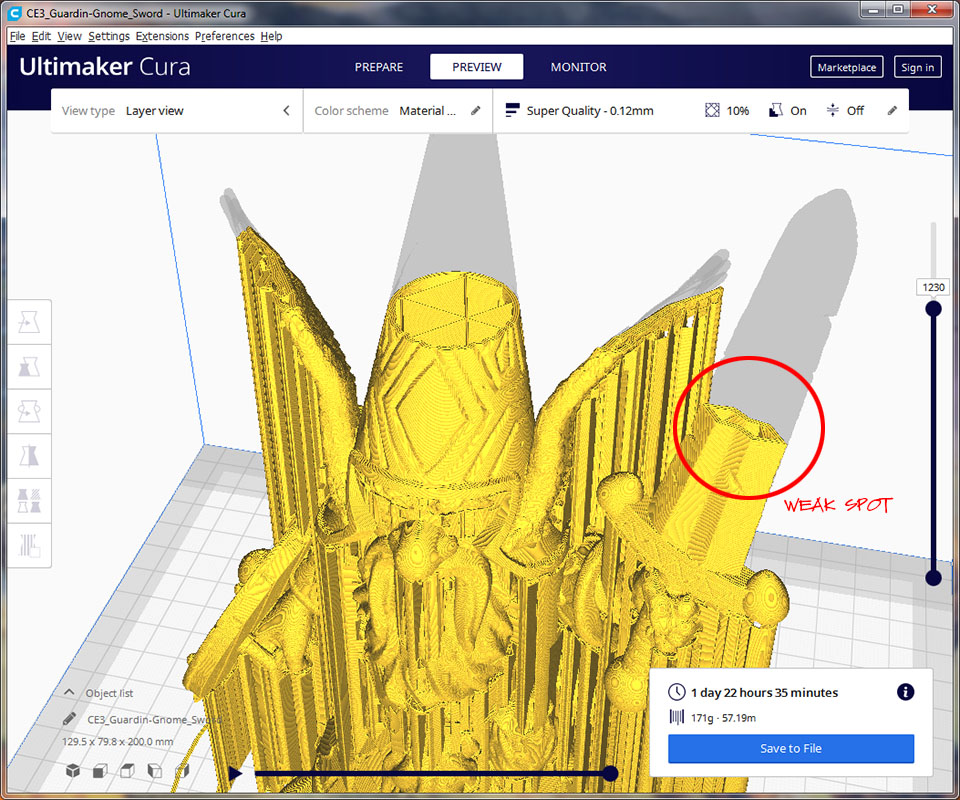
Sometimes you will wait all day for your 3D Print to finish, only to find that some areas of the geometry where parts are long and thin are weak and liable to break… In this example of my Guardin’ Gnome, the first print, though it looked great, was fragile at the sword blade. The the layer cross-section of the blade is weak because the bonds between layers are not as strong as the perimeter. [This was printed on a Creality Ender3, an FDM style printer]


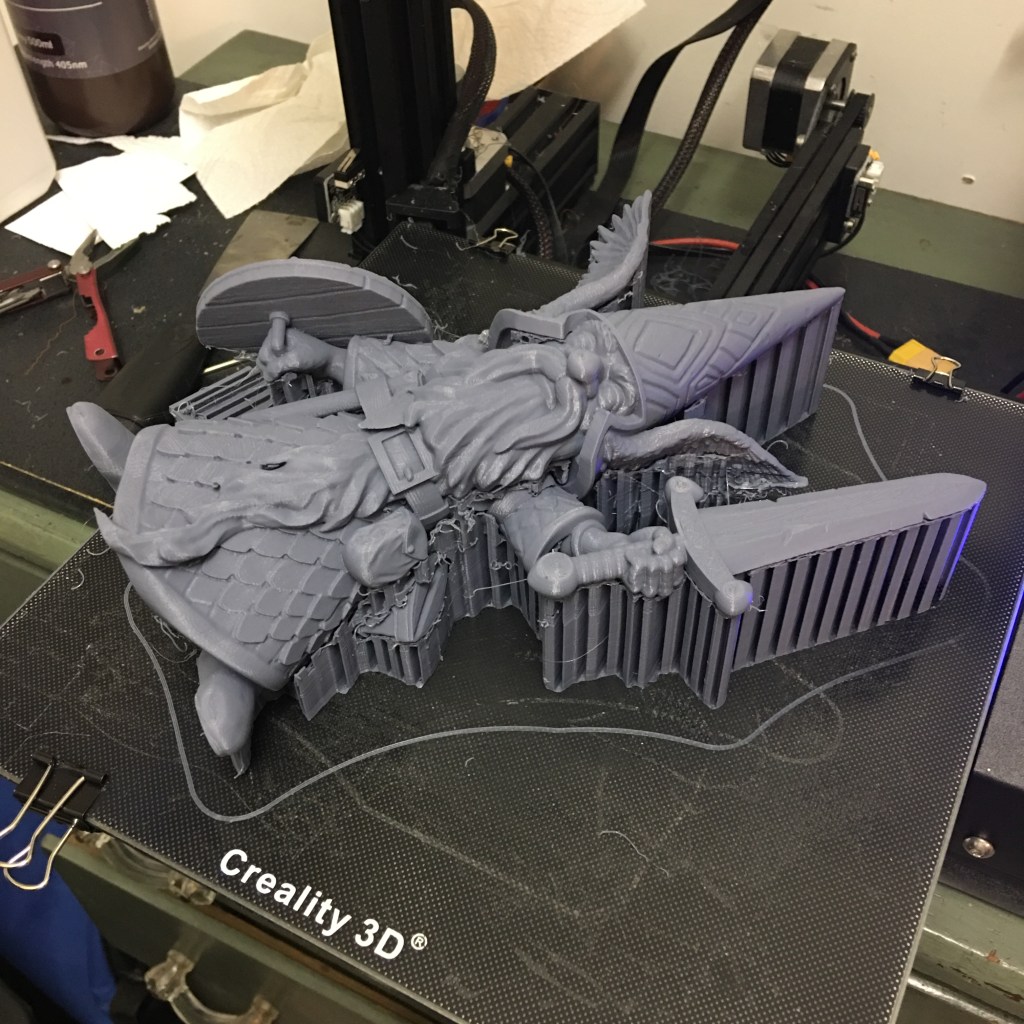
The second time that I printed this model, I oriented the blade so that it was horizontal to the build plate. As the layers are build up, the extruder lays down a perimeter of plastic that outlines the entire blade. This will make the sword very strong and not prone to breaking.






The second print turned out much stronger for the sword. Though, because the back side had to be supported, there is a lot more cleanup and sanding required. On both versions, there were some details that failed, (due to partial support failure) that I will have to fix with a little Green Stuff (modeling putty)….
Below are some other Gnomes (The little ones (28mm scale) are printed in resin on a SparkmakerFHD).




I hope that this tip will be useful for you, if you have a long thin part that you are worried will break.








